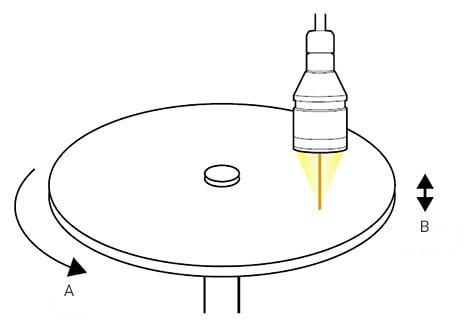
量測旋轉體的面的偏擺
量測範例:量測HDD的面的偏擺
依據偏擺或振動的類型(方向)、測量儀的種類、安裝環境等多個因素,選擇最適合偏擺/振動量測的量測方法十分重要。 若是選擇了不適合的測量儀,可能導致無法達到要求精度,或是運用工時增加等,因此需要盡量避免。本頁面中將為尋找偏擺測量儀/振動測量儀的人提供指導,幫助您順利找到最佳的測量儀。
為您介紹「偏擺/振動」的最佳量測方法,同時推薦測量儀。
量測範例:量測HDD的面的偏擺

量測範例:量測超音波熔接機的振動

量測範例:量測機械手臂的殘留振動
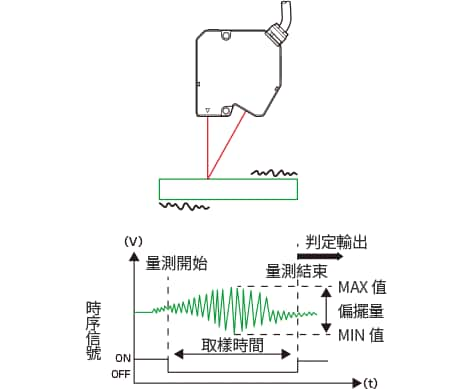
照射線性雷射,依據獲得的形狀檢測特徵點(峰值點等)的高度,量測偏擺量。


2D三角測距方式
使用線性雷射實施多點量測
世界最快 64000拍攝/秒

彩色共焦方式
直線性:±0.09 μm
超小型雷射同軸位移計
採用了KEYENCE的產品的顧客的心聲請參閱此處
各產業顧客導入案例【偏擺/振動篇】
例如,振動頻率為1 kHz(=1秒內1000次往返移動)時,如果使用取樣速度1 kHz的位移計量測,則1個振動週期內只能取樣1點,因此無法正確捕捉振動波形,也無法獲得正確的振幅。如果使用取樣速度100 kHz的位移計量測,則1個振動週期內可標繪100點,可以正確捕捉振動波形,也能夠獲得正確的振幅值。
像這樣,振動量測中,測量儀的取樣速度是非常重要的規格,一般來說,需要振動頻率的10至20倍以上的取樣速度方可獲得正確的振幅。
面的偏擺量測中,將1次旋轉視為1個週期來計算必要的取樣速度。
「面的偏擺」和「振動量測」均是對偏擺量的量測,但「振動」量測的精度更高。
原因是,「振動」量測是對同一個量測點進行持續量測,而「面的偏擺」量測是對不同量測點進行量測。使用非接觸式位移計時,當量測點不同時,會因目標物的表面粗糙度影響而產生偏差。
因此,面的偏擺量測中,一般經常使用可以減少表面粗糙度影響的寬光點型雷射位移計。
振動和面的偏擺都存在頻率越高振幅越小的傾向,超過1 kHz時振幅幾乎都在10 μm以下。因此,高頻的偏擺量測中,不僅要求取樣速度及時,還要求高重複精度。並且,為了盡量提高重複精度,還需要採取增加平均次數、實施濾波器處理等措施。
在不影響振幅的前提下可設定的平均次數與振動頻率、取樣速度的關係如下所示。
取樣速度(Hz)/平均次數 = 振動頻率(Hz)× 10至20
接觸式的代表性振動感測器中裝有加速度計。
與非接觸式相比,有以下的優缺點。
| 優點 |
|
|---|---|
| 缺點 |
|
接觸共振頻率是指
安裝在對感測器產生振動的目標物上時,會形成一個振動系統,決定固有的共振頻率。
這稱為接觸共振頻率,根據感測器的固定方法和接觸狀態會有各種變化。
另一方面,非接觸式位移計中常用於振動量測的有雷射都普勒測振儀和雷射位移計。
其各自的優缺點如下。
| 雷射位移計 | 雷射都普勒測振儀 | |
|---|---|---|
| 感測頭的大小 | 小 | 大 |
| 頻率範圍 | 靜止至數10 kHz | 0.1至數MHz (靜止狀態下不可量測) |
| 振幅精度 | 直接量測因此 高精度 |
依據速度計算 |
| 速度/加速度的精度 | 依據位移計算 | 直接量測因此 高精度 |
| 檢測靈敏度 | 低 | 高 |
| 量測目標物的影響 | 不受目標物影響 均可量測 |
反射率低的物體 難以量測 |
| 價格 | 價格較低 | 價格較高 |
本頁面中說明了HDD的偏擺、超音波熔接機的振動、機械手臂的殘留振動的量測方法和測量儀的結構以及選擇測量儀時的重點和注意點。
上述內容總結如下。
依據量測目標的不同,方法也多種多樣。若想實現最佳的量測,重點在於了解其特點,選擇正確的測量儀。
「了解量測方法 位移計/測量儀 支援指南」中總結了本頁面中介紹的內容以及其他頁面中介紹的量測知識和案例,可從以下鏈接下載。請搭配雷射位移計的產品陣容型錄閱讀。
採用了KEYENCE的產品的顧客的心聲請參閱此處
各產業顧客導入案例【偏擺/振動篇】
只需選擇用途/產業!介紹最新產品
雷射位移計/測量儀的選擇方法網站請參閱此處