
關於公差和量測精度
在此對公差和量測精度的含義、作用以及相關性進行說明。
何謂公差
公差是指,以某個基準值為基礎,允許尺寸誤差的最大值和最小值之間的差值。
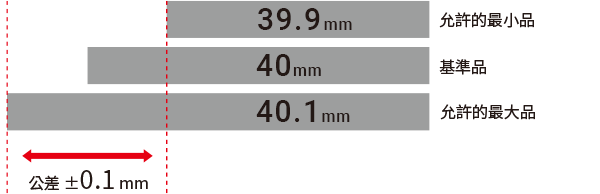
例如,製造長度40 mm的圓柱體時,如果指定「公差為±0.1 mm」,則即是規定允許範圍為±0.1 mm的誤差。
這種情況下,允許範圍為長度39.9 mm至40.1 mm,是判定為合格品的基準值。
指定公差的原因是,即使圖面上指定長度40 mm,但實際產品的完成尺寸幾乎不可能全部剛好都是40 mm。無論使用怎樣高精度的加工設備,都會產生39.996 mm、40.037 mm等細微的偏差。
因此,在產品規定長度40 mm的基礎上,指定公差±0.1 mm。而為了確認產品是否達到了允許範圍內的長度,換言之即判定是否合格,需要量測產品。
但是,即使在以檢查尺寸是否在公差範圍內的量測中,也存在變化因素的影響,量測值會出現偏差。
量測值的變化因素多種多樣,例如氣溫和濕度變化導致材質膨脹/收縮、量測時的接觸壓導致變形等。
因此,在製造製程和檢查製程,必須考慮到相對於設計值的誤差。如果不允許這樣的誤差,則幾乎所有產品都會不合格,只會徒增損耗。以設計值為基礎,考慮到各製程中的偏差,設定誤差的允許範圍(=可以維持品質的範圍),這就是公差的作用。
何謂量測精度
製造現場中的精度是指,進行量測、加工等時的正確性、精密性的程度和尺度。
量測中適用的這種尺度就是「量測精度」。它是依據使用的量測設備的精度,判斷可以獲得何種程度正確的結果的尺度(指標)。測量儀的量測精度越高,越能夠進行正確的量測。
下面說明了測量儀的規格中表示精度的項目及其含義。
- 重複精度
- 重複精度是指在用1台測量儀相同條件下、對相同目標物,重複量測定點時的數值偏差。這個值越小,則重複精度越高,代表能夠穩定實現高精度的量測。
但是,雷射位移計等非接觸式測量儀的重複精度是指在感測頭和工件都完全靜止的狀態下的偏差。原理上,量測光的反射時,會受到目標物表面細微的粗糙度和光澤差異的影響,因此規格雖有顯示,但判斷實際運用中的重複精度十分困難。 - 目標物的表面狀態導致的誤差和偏差的應對方法請參閱此處
- 直線性
- 直線性(線性度)是體現測量儀性能的指標。表示理想值與實際量測結果之間的偏差,也即誤差的最大值。測量儀的規格中將其尺度標示為「±○○% of F.S.」。
- 關於直線性的詳細說明請參閱此處
- 綜合精度
- 綜合精度是考慮到包括各種因素導致量測系統整體產生的所有誤差在內的綜合性誤差的精度。使用量測結果中包含的所有誤差的總數值計算得出。
- 顯示精度
- 顯示精度是指測量儀的整個量測範圍內與正確的量測值比較時的最大誤差。體現測量儀相對於實際值允許的誤差範圍。
公差和量測精度的關係
製造長度40 mm、公差±0.1 mm的圓柱(39.9 mm至40.1 mm為合格)時,假設使用如下所示的測量儀實施檢查。
- 測量儀A:精度± 0.001 mm
- 測量儀B:精度± 0.01 mm
- 測量儀C:精度± 0.03 mm
此時,判定合格的範圍如下:
- 測量儀A:39.901 mm至40.099 mm判定為合格
- 測量儀B:39.910 mm至40.090 mm判定為合格
- 測量儀C:39.930 mm至40.070 mm判定為合格
從上述案例中可以看出,測量儀的精度越高,越能夠獲得正確的結果。另一方面,如果測量儀的精度低於要求的公差,則可能誤將公差內的合格品判定為不合格,導致損耗增加、良率降低。
這樣使用高精度測量儀進行量測,可以減少合格判定的誤判導致的損耗,最終可以降低製造成本。考慮到每天發生的損耗導致的成本浪費,探討導入高精度的測量儀的投資報酬率,是選擇測量儀時非常重要的一點。





