量測滾筒間的透明工件
量測範例:量測透明薄膜的厚度
依據目標物的形狀和材質、測量儀的種類等多個因素,選擇最適合厚度的量測方法十分重要。若是選擇了不適合的測量儀,可能導致無法達到要求精度,或是運用工時增加等,因此需要盡量避免。本頁面中將為尋找厚度測量儀的人提供指導,幫助您順利找到最佳的測量儀。
為您介紹「厚度片狀形狀」的最佳量測方法,同時推薦測量儀。
量測範例:量測透明薄膜的厚度

量測範例:量測麵的厚度

量測範例:量測輥壓後的厚度
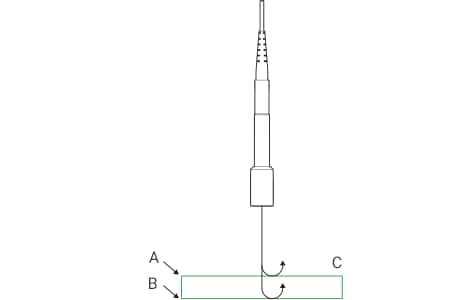
安裝可在1張拍攝資料中拍出滾筒表面和工件表面的感測頭。透過量測段差求出厚度。

透明和不透明均可量測。以滾筒為基準量測工件厚度,因此請確保滾筒與工件之間不會產生間隙。

W遠心輪廓方式
在線上實現輪廓內的所有量測和檢查

量測範例:量測橡膠膜的厚度
採用了KEYENCE的產品的顧客的心聲請參閱此處
各產業顧客導入案例【厚度篇】
為您介紹「厚度其他工件」的最佳量測方法,同時推薦測量儀。

量測範例:量測鍍膜的厚度

量測範例:量測密封材料的厚度
使用反射型2D雷射位移計,同時量測底座面和工件,依據獲得的形狀量測段差從而求出厚度。

一旦工件與底座面之間產生間隙,就會導致誤差。
等提高密貼性至關重要。

2D三角測距方式
使用線性雷射實施多點量測
世界最快 64000拍攝/秒

彩色共焦方式
直線性:±0.09 μm
超小型雷射同軸位移計

量測範例:量測晶圓厚度
採用了KEYENCE的產品的顧客的心聲請參閱此處
各產業顧客導入案例【厚度篇】
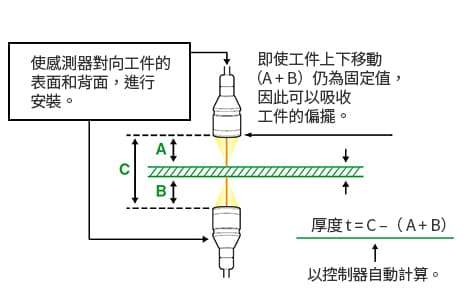
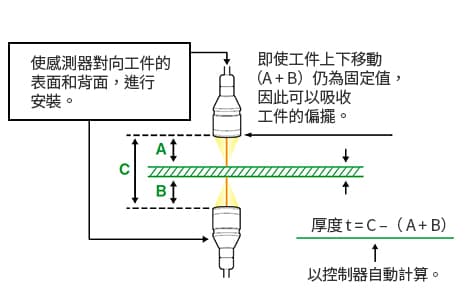
用2台感測頭對夾工件進行量測時,原理上即使工件上下偏擺,厚度的量測值也不會變化。
但是,2台感測頭的光軸不處於同一直線上時,在工件上下偏擺或彎曲的影響下會產生量測誤差。請在構建設備時注意以下幾點,確保可以進行光軸調整。



另外,還有配備光軸校正功能的感測頭,可以簡單、正確地進行光軸調整。
以滾筒為基準在其上量測工件厚度時,如果滾筒與工件之間有間隙,將導致量測誤差。
請在構建設備時注意以下幾點,確保不會產生間隙。

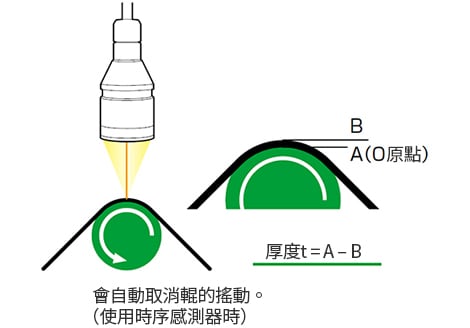
滾筒旋轉時,可能因其偏心而導致產生量測誤差。
請注意以下幾點,確保不受滾筒偏心的影響。
本頁面中說明了厚度的量測方法和測量儀的結構以及選擇測量儀時的重點和注意點。
上述內容總結如下。
依據量測目標的不同,方法也多種多樣。若想實現最佳的量測,重點在於了解其特點,選擇正確的測量儀。
「了解量測方法 位移計/測量儀 支援指南」中總結了本頁面中介紹的內容以及其他頁面中介紹的量測知識和案例,可從以下鏈接下載。請搭配雷射位移計的產品陣容型錄閱讀。
採用了KEYENCE的產品的顧客的心聲請參閱此處
各產業顧客導入案例【厚度篇】
只需選擇用途/產業!介紹最新產品
雷射位移計/測量儀的選擇方法網站請參閱此處