焊接所需的品質
審查焊接的品質是十分重要的作業,不斷要求更嚴格的品質管理。在此對焊接所需的品質進行解說。

焊接中的品質
「焊接後的產品」所需的品質的一般條件如下所示。
- 按照設計尺寸,正確完成。
- 滿足要求的功能和強度(或安全性)。
- 焊接部的外觀達到要求的等級。
為了實現這樣高品質的產品所要求的「焊接品質」的基本條件如下。
焊接接頭和品質
除部分特殊的母材之外,一般認為「焊接接頭的強度視同母材強度」。
焊接接頭依據母材的接合方法存在各種類型,焊接強度因母材之間的焊接方式和焊接部位不同而異。因此,若要高效實現高品質的焊接,還必須考慮到焊接後產品的受力方向。
另外,焊接接頭的熔融深度對焊接的強度、品質以及作業的能效十分重要,必須依據母材的形狀和要求的強度加以區分使用。焊接接頭依據焊接部的形狀,可進行如圖所示的分類。
| 坡口焊接 | 角焊 | 塞孔焊 | 槽焊 | |
|---|---|---|---|---|
| 對焊接頭 |
 |
|||
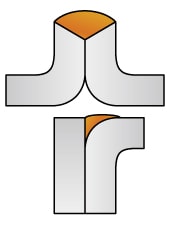
| 十字接頭 T接頭 |
 |
 |
||
| 角接頭 |
 |
 |
||
| 背墊板接頭 |
 |
 |
 |
|
| 搭接接頭 |
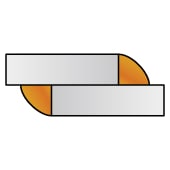 |
|||
| 邊緣接頭 |
 |
本分類僅為範例。分類方法多種多樣,並不局限於上表。
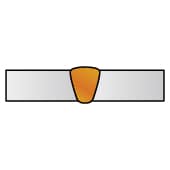
- 坡口(groove)焊接
- 在材料上設置被稱為坡口(groove)的槽並焊接。分為母材完全熔融的「全焊透焊接」和部分熔融的「部分焊透焊接」。
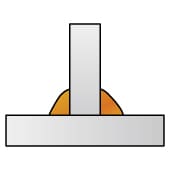
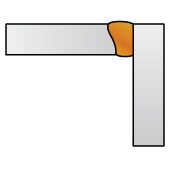
- 角焊
- 有「T接頭」、「十字接頭」、「角接頭」等幾乎垂直相交的2個母材面連接形成的三角形狀的焊接。
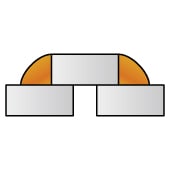
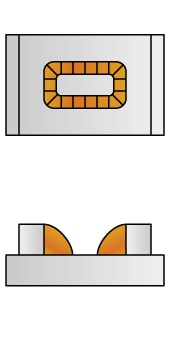
- 塞孔焊
- 在重疊的材料的一側設置孔的接頭焊接。
- 槽焊
- 設置橢圓形等的細長溝槽代替塞孔焊中的孔的接頭焊接。
「坡口焊接」和「角焊」是常見的焊接接頭,「塞孔焊」和「槽焊」等則較為特殊。「對接銲」是指焊接形成2個母材置於幾乎同一平面的接頭,但是若是全焊透焊接,不處於同一平面上的「T接頭」和「角接頭」也有時稱為「對接銲」。
接頭效率和強度品質
焊接接頭的強度品質,除了工藝之外,還與材料強度帶來的「接頭效率」密切相關。
接頭效率和焊接接頭的強度、母材強度之間的關係,可以用以下公式表示。
「接頭效率」=焊接接頭的強度÷母材的強度
例如,結構用鋼材的「對焊接頭」中,焊接金屬和熱影響部的強度高於母材。並且,在相對於接頭的直角方向上施加載荷,則母材斷裂的可能性增加。此時接頭的延展性和強度大於等於母材的強度,因此可以判斷為接頭效率達到100%以上。
另外,HT鋼和鋁合金的高熱輸入焊接、加工硬化的沃斯田鐵型不鏽鋼、熱處理鋁合金的焊接中,焊接時受到熱影響的部分軟化。而焊接金屬的強度低於母材時,接頭將會斷裂。這種情況下,接頭效率約為80至70%或更低。


