TIG焊接
介紹「TIG焊接」的保護氣體和脈衝的有無、焊接機的特點等。還將說明以輸出電流波形或焊絲的有無等為依據的分類。

「TIG(Tungsten Inert Gas)焊接」是指「惰性氣體焊接」。是電弧焊的一種,在不飛濺火花的狀態下,支援不鏽鋼、鋁、鐵等各種金屬焊接。
放電電極使用不消耗的鎢,保護氣體使用氬氣或氦氣等惰性(Inert)氣體。在惰性氣體中產生電弧,透過電弧熱熔化母材並焊接。使用填料材,但焊接位置被惰性氣體覆蓋,並且電弧穩定,因此幾乎不產生焊濺物。
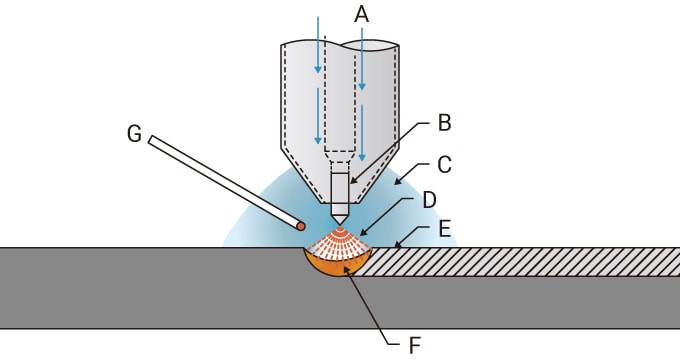
- 保護氣體
- 鎢電極
- 氬氣
- 電弧
- 焊接金屬
- 熔融池
- 填充棒
TIG焊接的半自動焊接機,由以下部分組成:
- 焊接電源
- 焊槍
- 氣瓶、氣體流量調整器
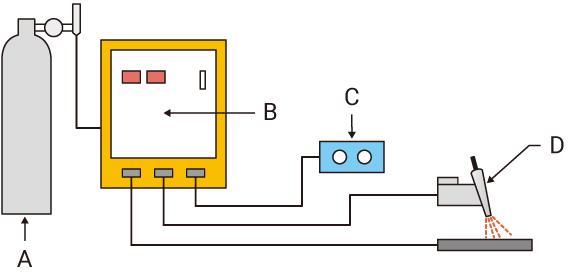
- 氣瓶
- 焊接電源
- 遙控箱
- 焊槍
TIG焊接有許多種類,例如依據交流/直流分類、依據脈衝有無、焊絲有無等各種分類。
交流/直流依據母材的種類選擇。脈衝的有無可以選擇,使用脈衝的焊接稱為「脈衝TIG焊接法」。脈衝TIG焊接法是以恆定的週期改變脈衝電流與基礎電流。脈衝電流流動期間母材熔化,基礎電流流動時則讓其冷卻。週期性生成熔融點,因此會形成數點連成串的焊縫。
另外,使用焊絲時,分為「冷焊絲法」和「熱焊絲法」。冷焊絲法是使用普通填料材的方法。另一方面,熱焊絲法則是預先對焊絲通電,加熱焊絲,因此可以增加單位時間內的焊接量。與冷焊絲法相比,可以焊接約3倍的填料材,因此可在短時間內焊接。TIG焊接雖然可以實現高品質焊接,但為了達到焊接所需的填料材的量需要耗費一定時間,這種焊接法就是為了彌補TIG焊接的這種缺陷。
| 輸出電流 | 脈衝 | 頻率 |
|---|---|---|
| 直流(DC) | 有 | 低頻(0.5 Hz至20 Hz) |
| 中頻(20 Hz至500 Hz) | ||
| 高頻(20 kHz以上) | ||
| 無 | - | |
| 交流(AC) | 有 | 低頻(0.5 Hz至20 Hz) |
| 中頻(20 Hz至500 Hz) | ||
| 無 | - |
| 焊絲 | 焊絲方式 |
|---|---|
| 無 | |
| 有 | 冷焊絲法 |
| 熱焊絲法 |
本分類僅為範例。分類方法多種多樣,並不局限於上表。


