雷射光的品質
雷射焊接要求小光點和深熔融,因此將擴散少、高亮度的雷射光視為高品質。
雷射光的品質可透過光束的收歛性和雷射的亮度調整,但雷射焊接使用的雷射光肉眼不可見,因此使用專用的雷射測量儀等量測裝置將雷射可視化,進行品質管理。

光束的收歛性
雷射光的品質主要由以下因素決定:
- 波長
- 能量密度或功率密度
。這些因素對光束的收歛性有較大影響,可以使用
- 光束參數乘積(BPP:Beam Parameter Product)
- 雷射的亮度
進行管理。
光束參數乘積(BPP:Beam Parameter Product)
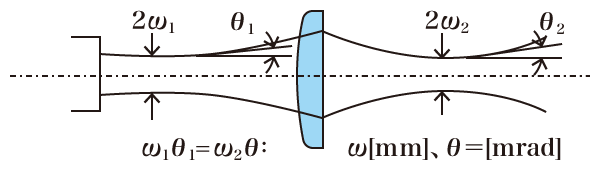
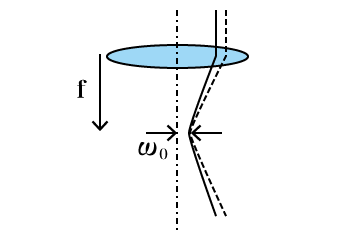
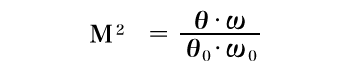
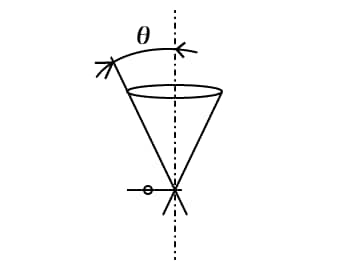
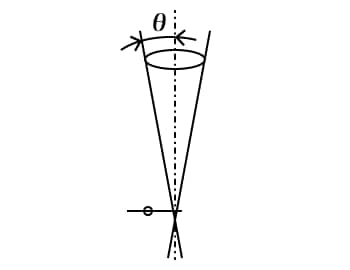
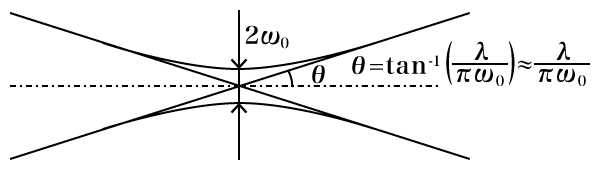
「光束參數乘積(BPP)」是定義鏡頭對雷射光的擴散和收縮的影響的數值。可以用光腰的半徑ω0與光束的發散角的半高寬θ的乘積表示,用聚光鏡頭收歛時光點直徑與鏡頭聚光點之後的擴散角之間存在如下關係。


其中,M2 表示光束的品質(無量綱值)。
由此可知,減小光腰和收歛角,縮小BPP的數值,可以實現深熔融和快速加工。

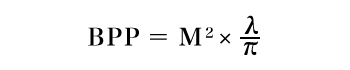
包括焊接在內的雷射加工中,常用「M2」作為表示光束品質的參數,例如在光纖雷射中,一般使用M2的數值來表示光束的品質。波長為λ時,M2與BPP的關係可以用以下公式表示。
雷射的亮度
「雷射的亮度」是雷射輸出除以收歛性所得的數值。收歛性是光點面積乘以光束的立體角所得的數值。因此,輸出越高、收歛性越高,則亮度越高。

- B:雷射的亮度(kW/mm2 × sr)
- πωo2:光點面積
- πθ2:光束立體角
- 亮度=輸出/收歛性
- 收歛性(Ω)=光點面積(πωo2) × 光束立體角(πθ2)


