雷射刻印二維條碼
(Data Matrix/QR條碼/條碼)
隨著產品日趨輕薄短小及可追溯性的強化,在產品上的有限空間內提供更多資訊的需求日益高漲。
「二維條碼」和一般條碼相比,資訊量可達其數十到數百倍。且資料密度高,和一般條碼相比,相同資訊量所需的空間只要1/30。活用這種特性,各領域正擴大活用二維條碼中。
二維條碼運用案例
二維條碼的使用能實現管理簡化、提高正確性外,也能減少作業工時。近年來不只成品,連零件都開始強化可追溯性,用雷射刻印機直接刻印二維條碼的案例越來越多。因此刻印機必須能刻印出可穩定讀取的高品質二維條碼。
電子軟元件產業
- CAMERA模組
-
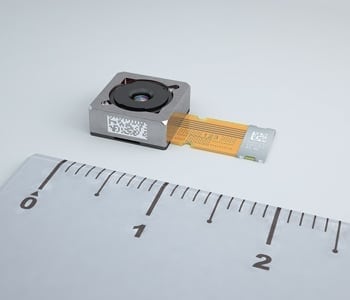
- 即使刻印空間極小的零件,也可用二維條碼進行序號管理。可彈性因應今後日益高漲的品質管理需求。
- 心律調節器
-

- 將製造、檢查履歷製成二維條碼,實現可追溯性管理。只要讀取條碼即可瞬間確認履歷內容。
汽車產業
- 汽缸體
-

- 按照產品以二維條碼刻印序號,在後端製程讀取條碼,對機械手臂下達作業指示。
- 噴射器
-

- 按照產品將製造日期、生產線資訊等履歷刻印成二維條碼,進行可追溯性管理。

何謂二維條碼的等級
為了能穩定讀取條碼,刻印時必須印出二維條碼讀取器容易讀取的刻印。其指標就是二維條碼讀取的規定規格,可以等級表示易讀性。一般來說,直接用雷射刻印機在產品上刻印時會以ISO/IEC TR 29158(AIM DPM-1-2006)規格*判斷,此規格針對以下項目評估易讀性等級。
直接部件刻印(DPM)中二維條碼刻印品質評估的國際規格。
- 1綜合判定(ALL)
-
2至11的項目中等級最低者判定為綜合評估。結果以A至D、F判定,A是最高等級(讀取穩定度)。

- 2解碼成功與否(DEC)
-
評估可否解碼(讀取)
- 3單元對比(CC)
- 明單元和暗單元的平均亮度值差異
- 4單元調整(CM)
- 評估明單元和暗單元的亮度偏差程度
- 5反射容許度(RM)
評估CM( 4)加明暗單元的判定準確度
- 6固定圖案受損(FPD)
-
固定圖案(參閱下圖)的受損程度

- 7格式資訊受損(FID)
-
QR條碼的格式資訊(參閱下圖)受損程度

- 8型號資訊受損(VID)
-
QR條碼(類型2版本7以上)的型號資訊受損程度

- 9軸均一性(AN)
-
條碼的長、寬尺寸歪曲程度

- 10網格非均一性(GN)
-
評估各單元的最大錯位

- 11未使用ECC(UEC)
-
解碼時未使用的ECC比例
金屬面的直接部件刻印(DPM)如果沒有清楚的對比,CC、CM、RM、FPD大多較低,如何避免這些數值降低,是可讀取刻印的關鍵。近年來C等級以上的刻印要求增加,希望剛刻印完成時有更高的等級。
3D刻印功能
判定二維條碼時單元的黑白對比差異很重要。以雷射刻印機刻印時,白色刻印和黑色刻印是分別改變刻印條件讓顏色改變。
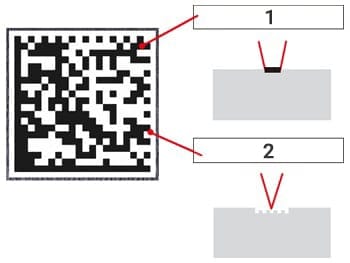
- 1:黑色(氧化)刻印
- 以雷射光照射刻印目標物時移動焦點,只傳達熱。不切削只施加熱,讓表面生成氧化膜,此氧化膜看起來是黑色的,因此得以進行黑色刻印。
- 2:白色(切削)刻印
- 在焦點位置對刻印目標物照射雷射光。精細切削金屬表面,讓表面出現凹凸,產生漫射光,看起來呈白色,因此得以進行白色刻印。
- 可變光點
-
- 依設定的座標照射
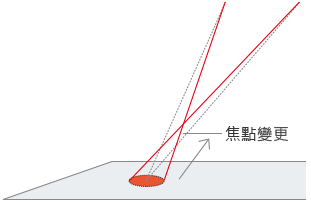
二維條碼的刻印是以切削和氧化來產生黑白對比差異。重點在於區分使用對準焦點的白色刻印、移動焦點的黑色刻印,而3D刻印功能的可變光點十分有效。
刻印二維條碼時對比差異很重要,因此需在全範圍內對焦3D補正。
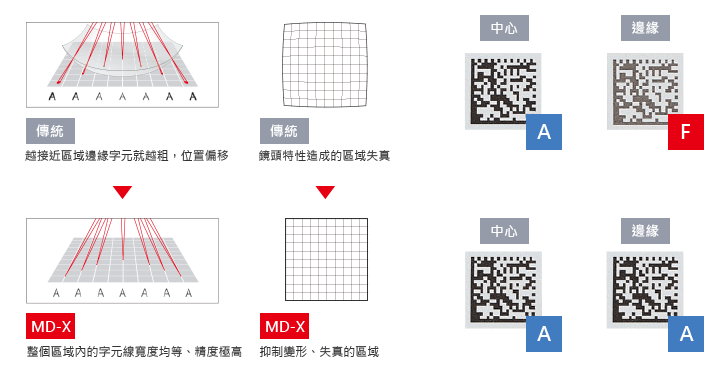
刻印中心雖可理想刻印,但如無3D刻印補正,就難以取得黑白對比。也容易造成焦點模糊、因區域特性導致刻印位置偏移而影響等級的問題。
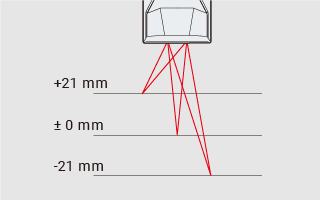
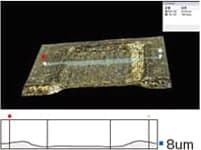
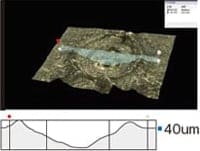
焦點深度
雷射有焦點深度。焦點偏移刻印品質就會下滑,也會影響到二維條碼的讀取。
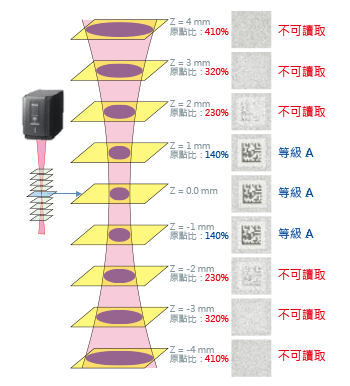
焦距偏移造成之二維條碼等級變化
焦距越偏離基準位置刻印越淺,對比越不明顯,因此等級就越低。可容許的焦點深度因雷射振動方式而不同,必須通過維持工件與雷射刻印機的焦距、結合位移感測器等方式,防止焦點偏移。
- KEYENCE製造之3軸光纖雷射刻印機
-
- KEYENCE製造之3軸YVO4雷射刻印機
-
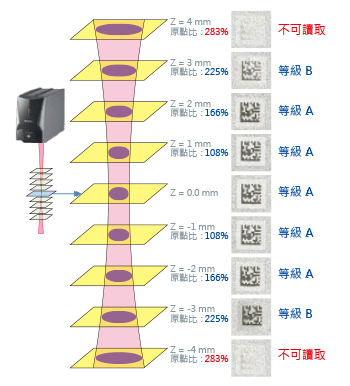
雷射振盪方式與焦點深度
光束功率分佈的比較


(縱向激發方式)
右圖比較了YVO4雷射和光纖雷射的刻印品質。YVO4雷射會做出高峰值功率、短脈衝的雷射。具有理想的強度分佈且可在短時間進行高能量雷射照射加工,即使因搬運工件或產品公差導致焦點偏移,刻印品質也較光纖型更穩定。此外即使是刻印區域邊緣等會受入射角影響的情形,YVO4雷射也可實現無刻印模糊的穩定刻印品質。
自動對焦功能
自動對焦的機制
KEYENCE雷射刻印機MD-X系列內建CAMERA,不需要外部機器即可自動對焦。即使是因焦距不穩定而難以刻印的目標物,也可維持高刻印品質。此外,變更品種時不需要變更作業,有助於大幅減少工時、簡化設備、提高生產力。
以內建CAMERA監控長度量測用雷射指示器。由指示器的位置找出焦距,進行自動對焦。依據工件的材質、形狀或表面狀態,有些可能無法量測。
刻印圖案
備有多種二維條碼刻印圖案,可因應各種狀況提供最佳刻印。以下介紹因應特定狀況的最佳刻印手法。
可從各式刻印圖案中選擇
- 刻印圖案 x 11種
-
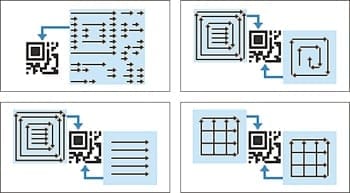
- 背景圖案 x 6種
-
清晰刻印二維條碼
有些工件會受到髮絲紋等的影響,而無法穩定讀取條碼。只要改變二維條碼或背景的構圖方式,即可改善讀取速率。
-

髮絲紋工件
-
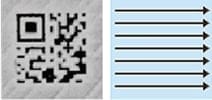
以橫向光柵掃描進行背景處理會留下髮絲紋,導致讀取不穩定
-
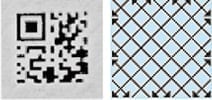
若以斜向交叉光柵掃描進行背景處理,則不會出現髮絲紋而可穩定讀取
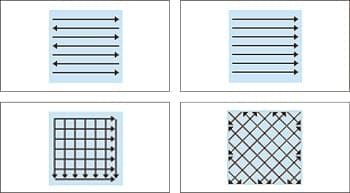
最快速刻印二維條碼
有時受限於生產數量,只有有限的時間可刻印。最佳化刻印圖案可縮短刻印產距時間、提高生產效率。
-

圖案B - 每1單元朝橫向刻印的標準刻印
- 刻印產距時間:637 ms
-

整體圖案2 - 一筆劃刻印二維條碼整體的效率化圖案
- 刻印產距時間:342 ms
比傳統減少47%
產距時間係以單元尺寸0.3 mm、16 x 16之DataMatrix的刻印範例算出。上述評估為一般案例。會因刻印工件材質、表面狀態或刻印條件而異。
二維條碼深雕加工
刻印後還有電鍍或淬火製程時,刻印時就必須進行深雕加工。通過選擇不同的深雕圖案,可以進行均勻深雕加工,亦或是短時間內的深雕加工。

讓雷射交叉以得到均勻的深雕量。

用雷射以同心圓狀深雕蓄熱,即可在短時間內深入雕刻。