在金屬上的雷射刻印、加工
透過金屬的刻印、加工原理,說明不同波長雷射的特徵。
介紹鋁、不鏽鋼、鐵、銅、超硬、鍍金等各主題的刻印範例和最佳雷射刻印機。
金屬刻印的種類
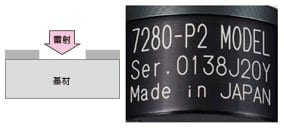
黑色(氧化)刻印

以雷射光照射刻印目標物時移動焦點,只傳達熱。不切削只施加熱,讓表面生成氧化膜,此氧化膜看起來呈黑色,因此得以進行黑色刻印。
白色(切削)刻印

在焦點位置對刻印目標物照射雷射光。精細切削金屬表面,讓表面出現凹凸,產生漫射光,看起來呈白色,因此得以進行白色刻印。
雕刻刻印

在焦點位置照射雷射光,切削刻印目標物表面。增加該雷射的照射次數以加大切削量,即可深刻刻印。
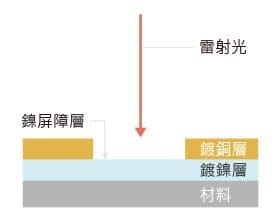
表面漆層去除
用雷射照射並除去刻印目標物的表面被覆或電鍍。這麼一來即可看到底色,讓刻印浮現。

金屬加工的種類
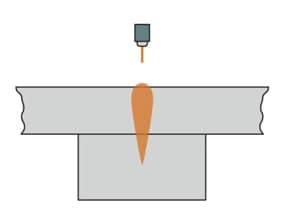
切割
將雷射共振腔輸出的雷射光聚光後,從照射裝置照射任意部位,使目標物熔化。由於不需接觸,因此不會對加工物施加壓力,可以將產生變形與裂痕的情況降至最低。此外,由於能非常精細地指定加工範圍,因此即便是刀具無法進入的位置,也可執行局部鑽孔或切割等作業。
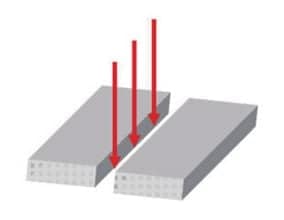
防爬錫
在日益小型化、薄型化的連接器端子上,有時候為了抑制焊料爬錫,會用雷射去除端子的鍍金層。由於傳統上處理鍍層、去除防焊材料等步驟十分費工。因此,在這樣的案例中,可使用雷射光去除表層。
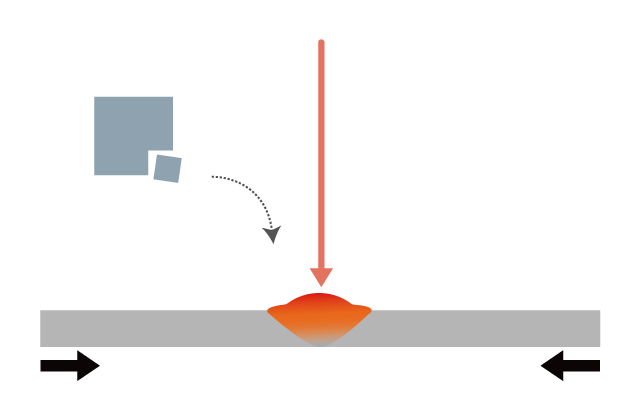
熔接
雷射熔接就是用雷射光照射目標物,局部熔化、凝固金屬後接合的方法。可定點照射高密度能量,高速完成加工,因此可將熱導致的材料變形降至最低。因此可針對傳統容易變形的薄材料等進行焊接加工。
焊接
利用雷射的熱溶化錫膏,接合金屬。
可局部照射雷射光點,因此可因應小型零件加工。此外比起加熱零件整體的迴流焊方式,可減輕零件受熱影響的負擔。
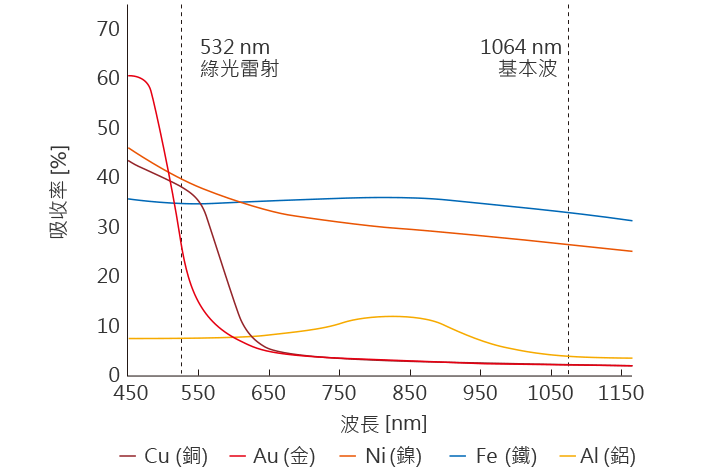
關於對金屬的吸收率
下圖代表基本波長(1064 nm)與綠光雷射(532 nm)的不同金屬材質吸收率。鐵(Fe)、鎳(Ni)、鋁(Al)的吸收率受到波長變化影響的程度有限。相較之下,金(Au)、銅(Cu)的吸收率受到波長變化的影響就較大。金(Au)在波長532 nm時吸收率約為30%,在1064 nm的基本波長下吸收率更不到10%。同樣的,銅(Cu)在532 nm的波長下吸收率為約40%,在1064 nm的基本波長下吸收率也不到10%。
鋁
黑色刻印

在鋁表面刻上可視性高的深灰色刻印。用雷射對金屬表面加熱,讓刻印部分變成深灰色。
- 選擇重點
- 鋁的反射率高於鐵和不鏽鋼,因此需選擇峰值功率高的雷射刻印機。鋁材最適合使用基本波長的雷射刻印機,將光束光點直徑設小一點,在能量密度高的對焦位置刻印,可得到美麗的著色。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列

白色刻印

輕輕切削素材表面,刻出白色刻印。
讓金屬表面粗糙,漫射光,可刻出白色刻印。
- 選擇重點
- 提高功率並加快掃描速度,即可在各種條件下實現穩定的白色刻印。和黑色刻印一樣,基本波長的雷射刻印機最為適合。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
雕刻刻印

此為雕刻般的刻印,並非著色。反覆刻印數次後,即可達到深刻效果,優點就是即使塗裝後也可辨識等。
- 選擇重點
- 雕刻刻印必須熔解、氣化刻印面,最適合用脈衝持續時間長的光纖雷射刻印機。與其一次慢慢刻印,有時在同一個位置快速刻印數次,可刻印出比較清晰的文字。設定較低的頻率,以高脈衝能量刻印,更容易雕刻。
- 推薦機種
- 3軸光纖雷射刻印機 MD-F系列

不鏽鋼/鐵
黑色刻印

透過熱處理讓表面氧化,可得到清晰的黑色刻印。可將雕刻、凸起控制在1 μm以下,因此也可將對精密金屬零件的損傷降至最低。
- 選擇重點
- 基本波長的雷射刻印機最為適合,透過散焦減降能量密度,不雕刻而實現黑色刻印。使用高功率輸出型雷射刻印機,即可更高速刻印。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
白色刻印

輕輕切削素材表面,刻出白色刻印。
讓金屬表面粗糙,漫射光,可刻出白色刻印。
- 選擇重點
- 提高功率並加快掃描速度,即可在各種條件下實現穩定的白色刻印。和黑色刻印一樣,基本波長的雷射刻印機最為適合。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
雕刻刻印

此為雕刻般的刻印,並非著色。反覆刻印數次後,即可達到深刻效果,優點就是即使塗裝後也可辨識等。
- 選擇重點
- 雕刻刻印必須熔解、氣化刻印面,最適合用脈衝持續時間長的光纖雷射刻印機。與其一次慢慢刻印,有時在同一個位置快速刻印數次,可刻印出比較清晰的文字。設定較低的頻率,以高脈衝能量刻印,更容易雕刻。
- 推薦機種
- 3軸光纖雷射刻印機 MD-F系列
超硬材質
黑色刻印

和鋁、不鏽鋼、鐵一樣,可實現沒有凸起的黑色刻印。
- 選擇重點
- 工具等超硬材質為避免龜裂,關鍵就在於Q開關頻率的微調。可做出高峰值功率、短脈衝雷射的混合式雷射刻印機最為適合。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
白色刻印

輕輕切削素材表面,刻出白色刻印。
讓金屬表面粗糙,漫射光,可刻出白色刻印。
- 選擇重點
- 提高功率並加快掃描速度,即可在各種條件下實現穩定的白色刻印。和黑色刻印一樣,基本波長的雷射刻印機最為適合。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
銅
表面漆層去除
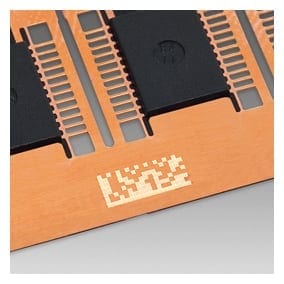
薄薄去除銅材表面,呈現白色刻印。
- 選擇重點
- 鋁的反射率高,因此需選擇峰值功率高的雷射刻印機。如果是UV雷射,金屬的吸收率比基本波長高,因此可縮短刻印產距時間,減輕對工件的損傷。基本波長雷射也可刻印,但因吸收率低,刻印很花時間,刻印位置也容易產生黑色碳粒。
- 推薦機種
- 3 軸UV雷射刻印機 MD-U系列

鍍金
表面層剝離

薄薄切削鍍金表面的刻印,成品為白色。
- 選擇重點
- Q開關頻率必須微調。此外電鍍層越厚,就越難刻印,刻印也有越花時間的趨勢。UV雷射的吸收率更高,也不會有多餘的熱,可得到高品質的成果。
- 推薦機種
- 3 軸UV雷射刻印機 MD-U系列