從模具加工著手改善製程
以下說明傳統工法的模具原理和課題,與換成雷射切割的優點。
傳統工法:壓模的架構
壓模切割的基本原理
針對被加工材由上方加壓切割的加工法。
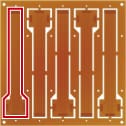
右例為柔韌的PCB成型後的狀態。紅圈的澆口部分經壓模切割。
壓模種類大致可分成3類:

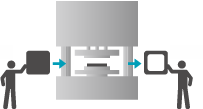
單次型
每個製程進行一次沖壓加工的方法。
人工裝入、取出材料,是最簡單的加工法。
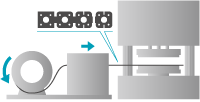
連續型
在單一型內依序等距配置多個製程。以輸送裝置依序輸送材料,沖壓機械轉一圈就輸送一個節距,進入下一製程。
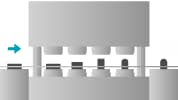
轉移型
將各製程獨立型排列在一台沖壓機械內,沖壓機械有和沖壓本體同步的輸送機構,進行連續自動加工。

傳統工法「模具」的課題
課題1 因應加工目標物的尺寸、形狀變更
傳統模具只要切割目標物形狀改變,就必須開新模具。不僅要花模具成本,還有生產線變更的麻煩。

課題2 零件品質劣化、維護麻煩
由於施壓用刀具切割,可能對產品本身帶來不良影響。此外,刀具磨損會影響切割品質,所以必須更換耗材、維護成本高。
- 因刀具磨損而影響切割品質
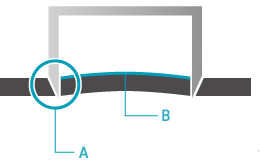
- 印刷電路板因切割時的應力而翹曲
「雷射切割」的優點
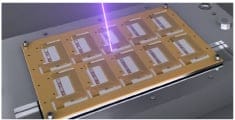
雷射刻印機切割的基本原理
非接觸照射雷射光,可在目標物的任意位置切割、開孔的工法。
- 可在軟體上自由設定形狀
- 不需接觸,所以加工品質穩定
- 無耗材,維護簡單




活用雷射光波長特性的高品質加工
一般來說,UV雷射和綠光雷射比起基本波長雷射,對於素材的吸收率更高、刻印面會更有效率地吸收照射光。因此不需要過度提高功率,即可進行高品質加工。
- 各種材質[樹脂]的吸收率
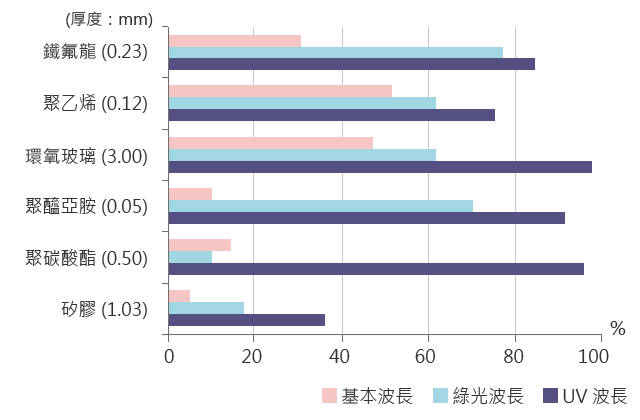
- 為非考慮表面反射的參考值。
可抑制熱影響,因此可減輕加工部位周邊的受損。
- 聚醯亞胺
-

基本波長雷射 
綠光雷射
- 印刷電路板
-

基本波長雷射 
UV雷射