在樹脂上的雷射刻印、加工
透過樹脂的刻印、加工原理,說明不同波長雷射的特徵。介紹ABS、環氧樹脂、PET等各主題的刻印範例和最佳雷射刻印機。
樹脂刻印、加工的種類
印刷表面去除
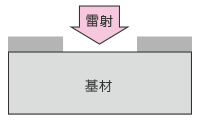

透過去除工件表面的塗裝或印刷,來和基材顏色做出對比的方法。
- (例)車載用儀表板開關
- 需要變更設計時,使用傳統印刷、印章方式必須更換模板,但如果是使用雷射刻印,則只需變更程式即可靈活因應刻印需求。
表面漆層去除
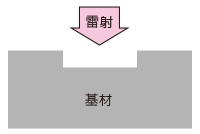

利用雷射去除、雕刻工件表面進行切口加工。
- (例)半切
- 傳統使用刀具進行切口加工,當產品類型不同時,不僅調整困難且耗費工時。此外,也有更換刀具成本、意外在產品內部殘留刀具的風險。
著色
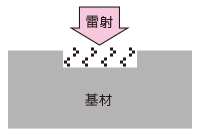
對樹脂照射雷射,讓工件本身著色的方法。
- (例)對LSI的廣域刻印
- 照射雷射,不雕刻樹脂即可著色,可實現將對工件的損傷降到最低限度的刻印。此外,由於可一併刻印最大330 x 330 mm的大面積,因此可減少傳統方式輸送工件時需要的機械結構設備成本。
熔接
用雷射的照射熱融化樹脂,使樹脂之間接合的方法。
- (例)透明樹脂和著色樹脂間的熔接
- 過去使用的超音波、振動熔接,會因為振動對產品造成不良影響或是產生毛邊。若使用非接觸式的雷射熔接,則不會損傷產品也不會產生毛邊。

樹脂著色的原理
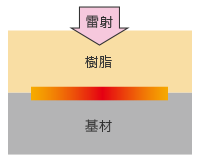
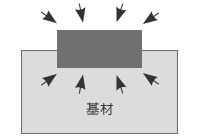
發泡
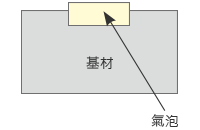
一旦照射雷射光,熱效應就會在基材中造成氣泡。氣化並蒸發的氣泡會被封在基材表面層,產生偏白的隆起。在深色的基材中可視性特別良好,會變成「較淡的基材顏色」。
- (例)基材顏色:
-
- 黑色→
- 灰色著色
- 紅色→
- 粉色著色
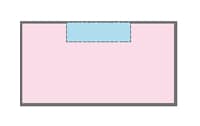
濃縮
只要「基材」吸收雷射能量,熱效應就會使分子密度上升,濃縮後變色成深色。
碳化
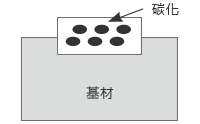
如果繼續用高能量照射,「基材」週遭素材的高分子就會碳化,顯色為黑色。
化學變化
基材中「顏料」的成分裡面必定包含金屬離子。透過雷射的照射,離子結晶的結構變化和結晶中的水合量就會改變。最後,它的成分組成本身會進行化學變化,也會因為顏料濃度增加發生著色現象。
樹脂的吸收率
對材質的吸收率因波長而異
下圖代表基本波雷射(1064 nm)與綠光雷射(532 nm)、UV雷射(355 nm)的不同樹脂材質穿透率。由於基本波、綠光雷射對PVC、ABS、聚苯乙烯的穿透率皆低、吸收率皆高,因此可進行良好的刻印。另一方面,對聚醯亞胺使用綠光雷射(532 nm)時的穿透率約為30%,使用基本波雷射(1064 nm)時則有90%以上的穿透率,依照波長不同吸收率也會大幅變化。
- 各種材質[樹脂]的吸收率
![各種材質[樹脂]的吸收率](/Images/ss_lasermarker_m_plastic_013_1775021.png)
- 為非考慮表面反射的參考值。
ABS樹脂
黑色刻印

照射雷射光讓樹脂表面顯示黑色。設計面等可留下有如印刷且不會消失的刻印。
- 選擇重點
- 著色程度和濃度等因樹脂性質而異。基本波長中峰值功率高的混合式雷射刻印機最為適合。CO2雷射刻印機不會著色,而是雕刻。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列

白色刻印
照射雷射光讓樹脂表面顯示白色,可視性高。設計面等可留下有如印刷且不會消失的刻印。
- 選擇重點
- 著色程度和濃度等因樹脂性質而異。基本波長中峰值功率高的混合式雷射刻印機最為適合。CO2雷射刻印機不會著色,而是雕刻。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
環氧樹脂
白色刻印

清晰的白色刻印,最適合用來取代印章、標籤、印刷。可視性高為其特徵,有如印刷般的效果,不像油墨一樣容易消失。
- 選擇重點
- 偏離焦點位置的散焦刻印可控制雕刻量,同時得到可視性高、高品質的刻印。
- 推薦機種
- 3軸混合式雷射刻印機 MD-X系列
無損傷刻印
在IC封裝上刻印
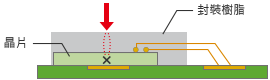
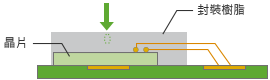
在必須避免雷射能量在產品表面或內部造成損傷的工件上之最佳刻印手法,就是無損傷刻印。
- 選擇重點
- 薄型封裝等要抑制在產品內部造成損傷時,適合用綠光雷射。對各材質的吸收率高,因此可進行超淺刻印,只雕刻表面數μm的深度。
- 推薦機種
- 3 軸UV雷射刻印機 MD-U系列

PET樹脂
無損傷刻印

對於透明/半透明的PET樹脂,刻出白色浮起般的刻印。除了寶特瓶外,也可刻印薄膜且不會有針孔。
- 選擇重點
-
用高功率刻印時,可能受熱影響而出現針孔。使用波長9.3 μm的短波長雷射,可刻出損傷更少的清晰印字。
- 標準波長
-
傳統
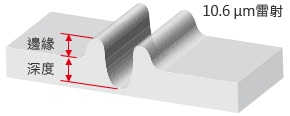
損傷大,深刻且不細緻
- 短波長
-
ML-Z
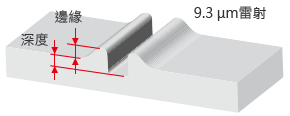
損傷少,淺刻且清晰
- 推薦機種
- 3軸CO2雷射刻印機 ML-Z系列