汽車、金屬產業
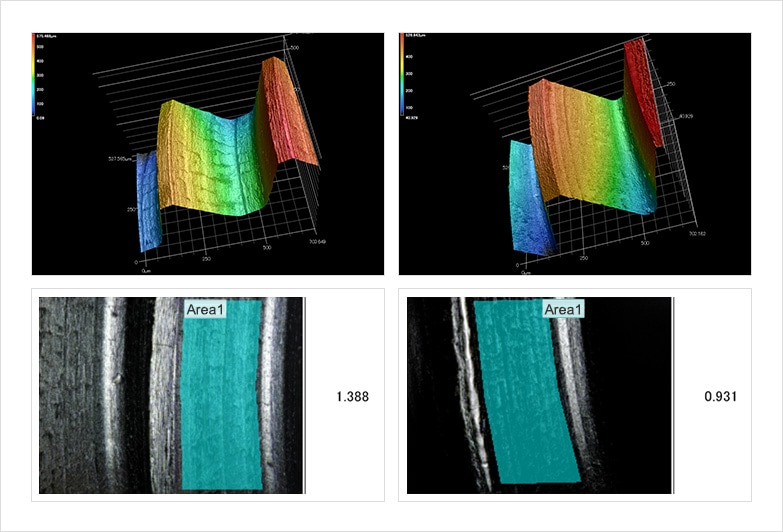
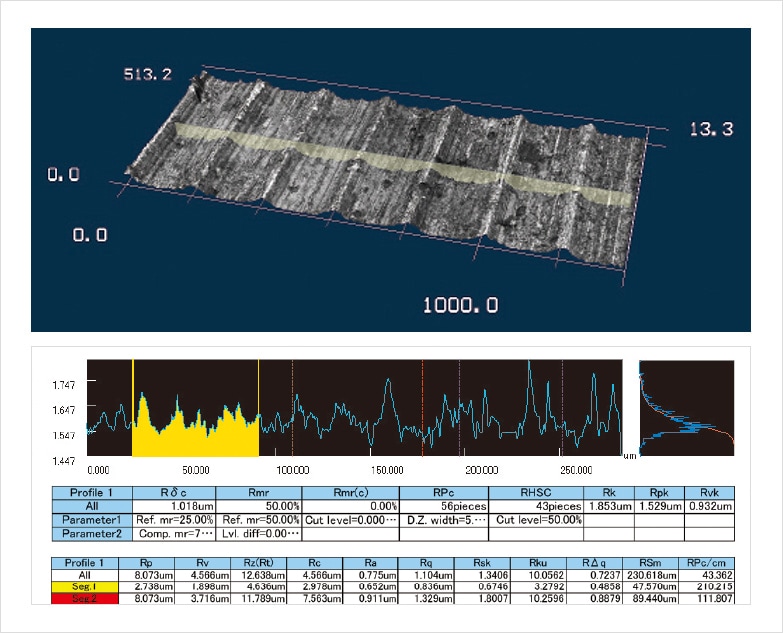
滑動面的平滑性/阻力確認 Ra(算術平均粗糙度)/Rz(最大高度)
方向盤零件
用Ra確認滑動面的平滑性,用Rz確認有無阻力。由於只看Ra的話會遺漏單一突出的點,因此兩者併用很重要。

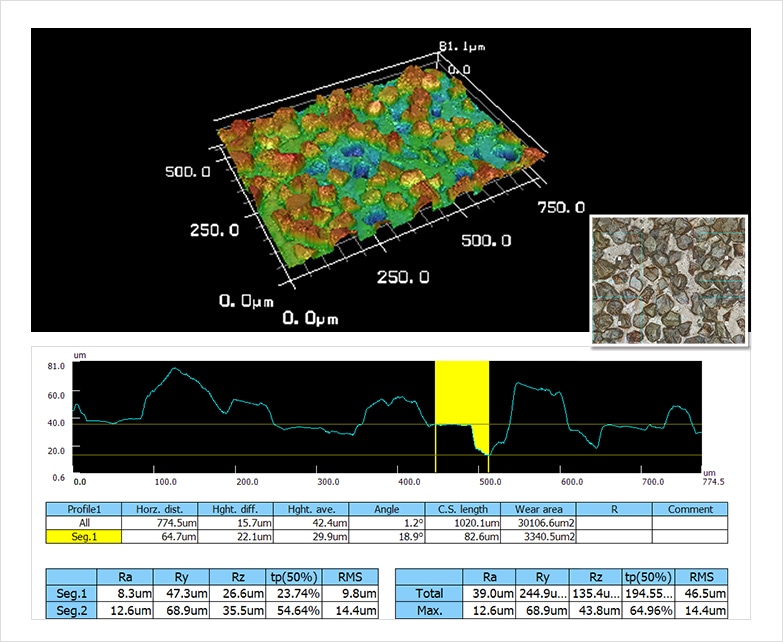
以粗糙度來定量化磨石品質 Ra(算術平均粗糙度)/Rz(最大高度)
金屬磨石
每當號數不同時,就用Ra/Rz確認成品。事先用數值管理,即可穩定品質。
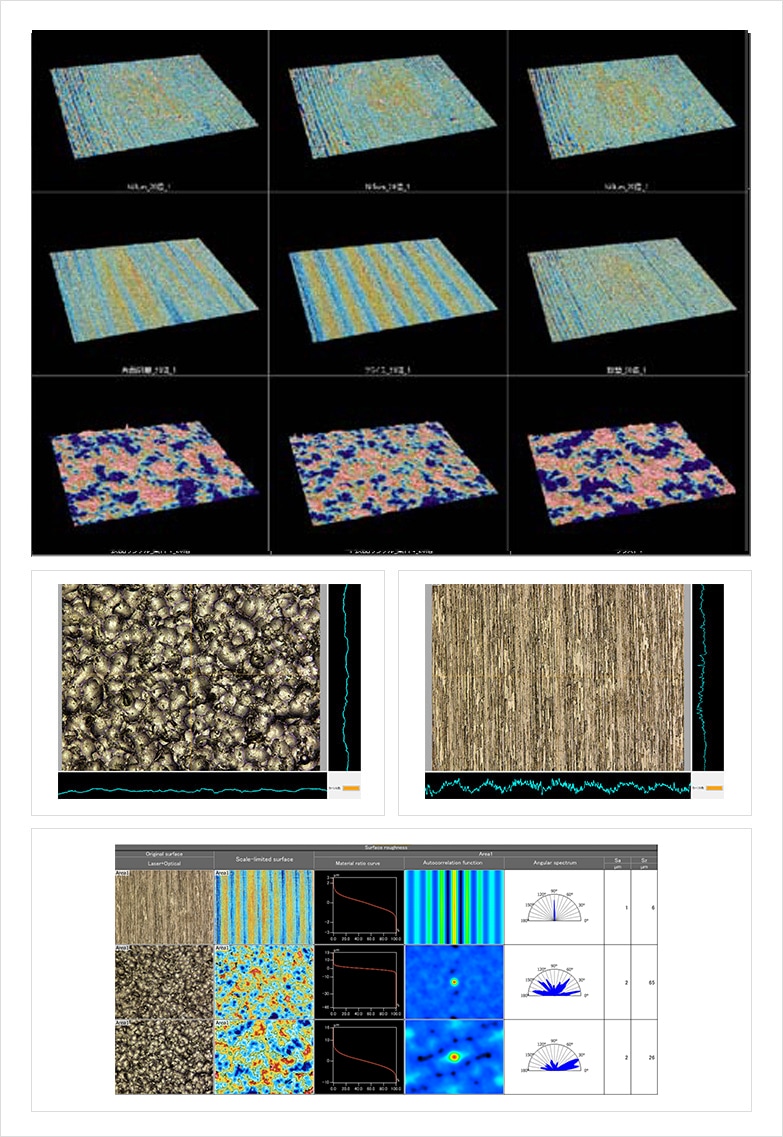
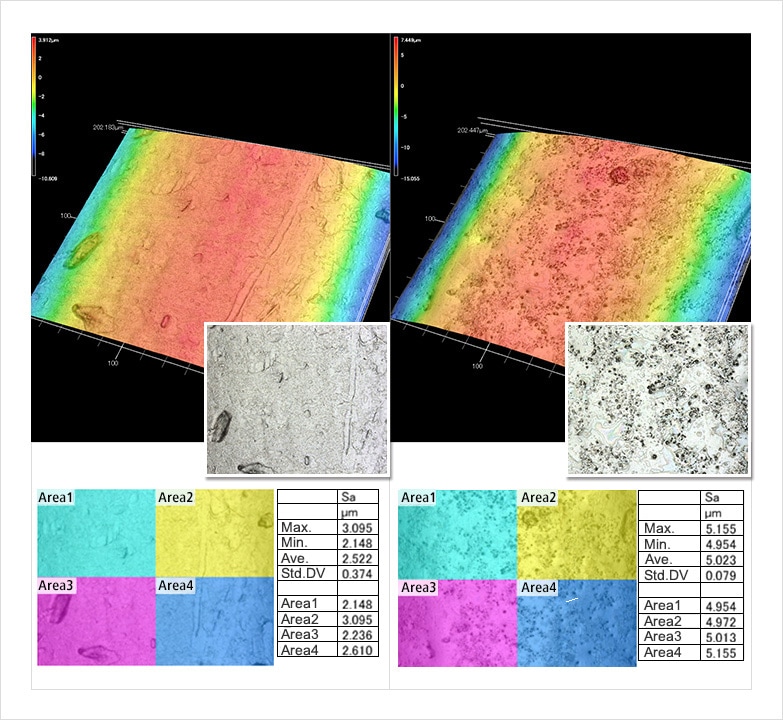
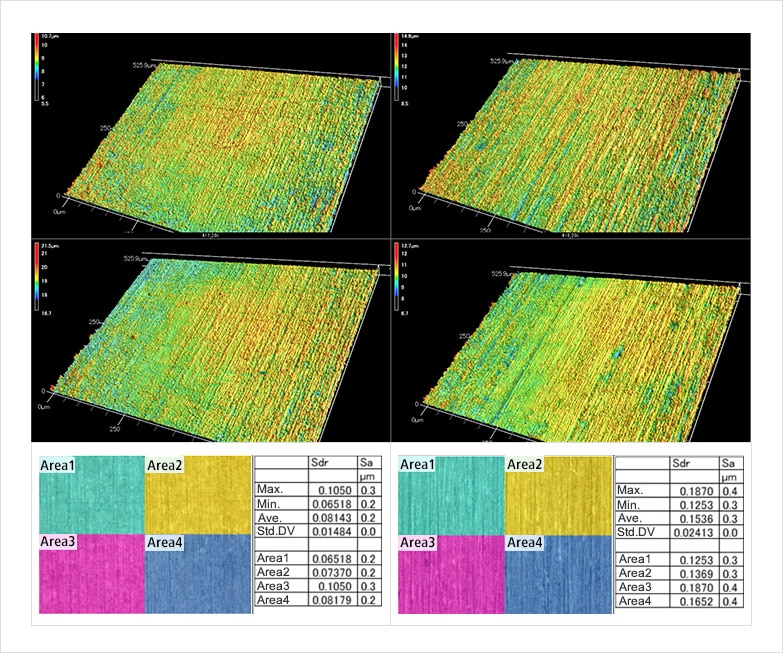
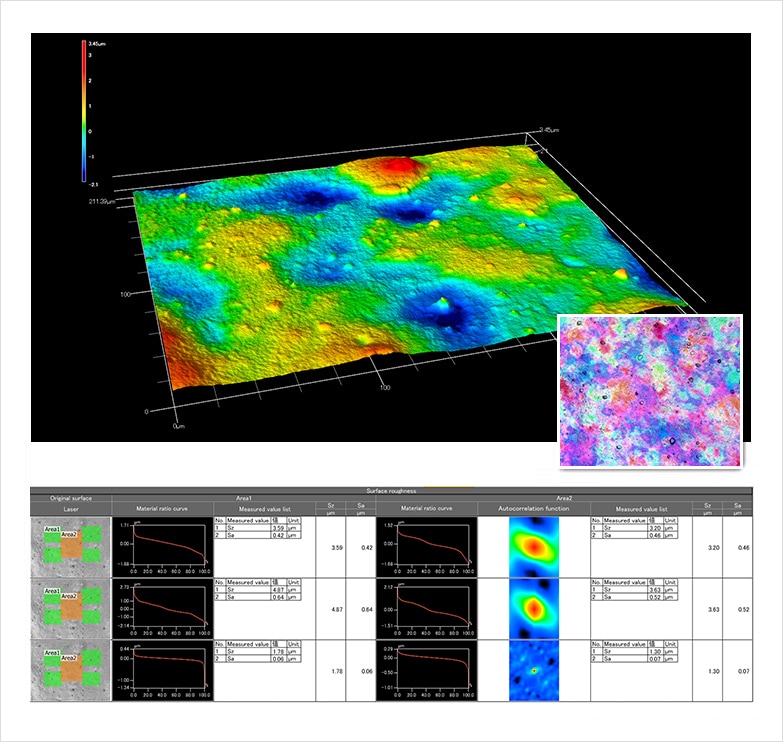
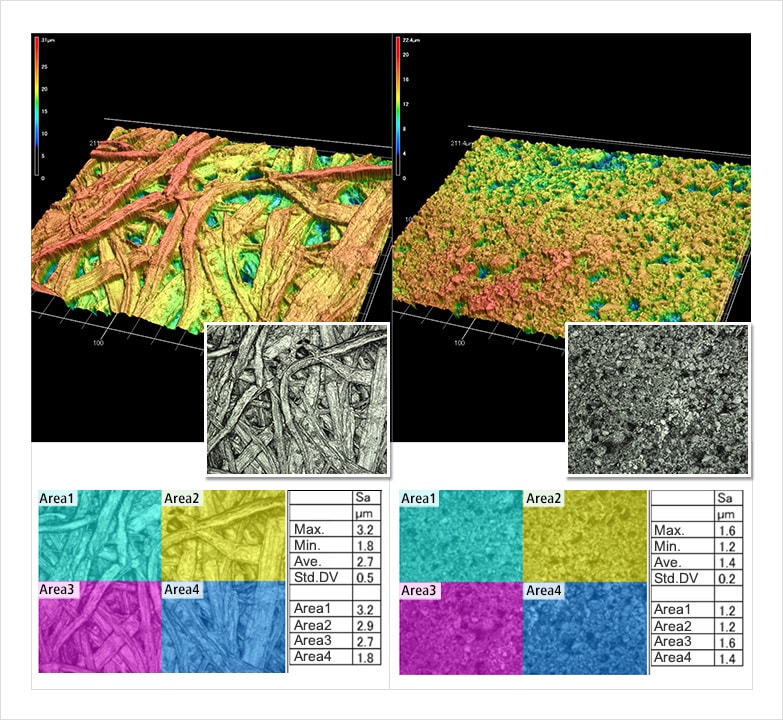
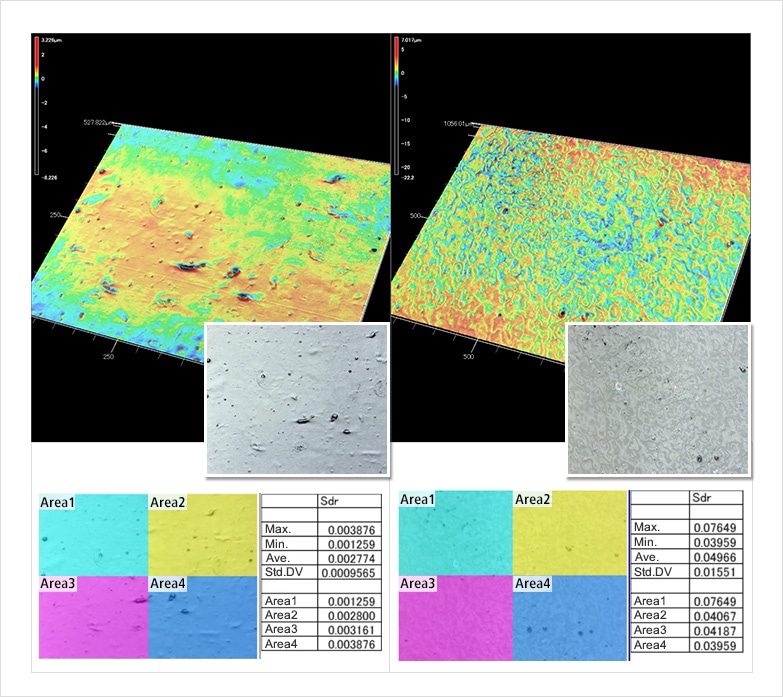
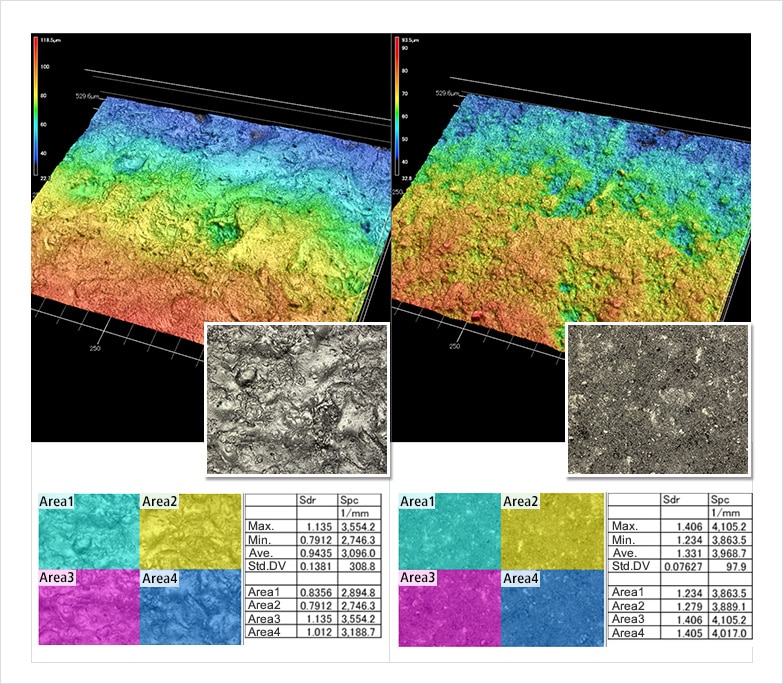
定量化因為金屬加工法產生的差異 Sa(算術平均高度)/Sz(最大高度)/Str(表面性狀長寬比)
金屬加工面
比較不同加工方法產生的表面性狀變化。可以用Sa/Sz看出成品的狀況,用Str看出加工痕跡如何表現在外觀上。