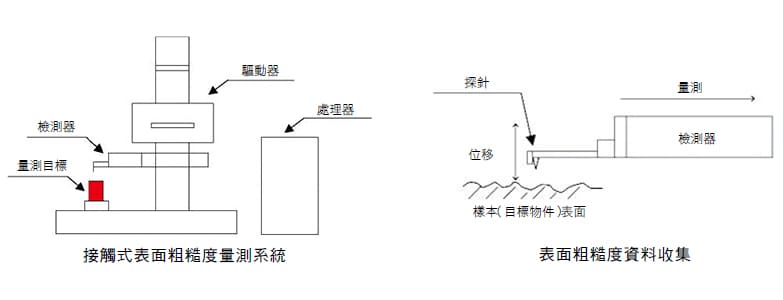
接觸式表面粗糙度、形狀量測儀器
使用接觸式儀器時,探針尖端會直接接觸樣本表面。
探針安裝在檢測器的前端,會對樣本表面進行追蹤,發生垂直運動以供電子檢測。
紀錄經過放大和數位轉換等處理後的電子訊號。
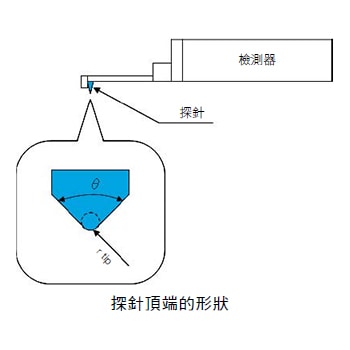
要利用接觸式表面粗糙度量測計精確量測細微的形狀和粗糙度,接觸壓力要小,探針頂端的半徑也必須愈小愈好。
探針是用藍寶石或鑽石製成,頂端半徑通常小於10 μm。
探針的理想形狀是頂端為球形的圓錐體。
頂端半徑 : r tip = 2 μm、5 μm、10 μm
圓錐角 : 60°、90°
* 除非有特別規定,一般量測儀器理想的圓錐角為60°。
| 優點 |
缺點 |
|
|
- - 探針的磨損
- - 量測壓力會造成樣本表面的刮傷
- - 不能量測有黏性的樣本
- - 無法量測小於探針頂端半徑的凹槽
- - 量測時間長
- - 定位和辨認細微量測位置有困難
- - 檢測器的追蹤需要切割和處理樣本
|
接觸式表面粗糙度量測計十分可靠,因為他們在量測過程中能夠直接接觸到樣本。
但是直接接觸同樣會產生上述的缺點。
以下針對須特別注意的項目詳細說明。
探針的磨損
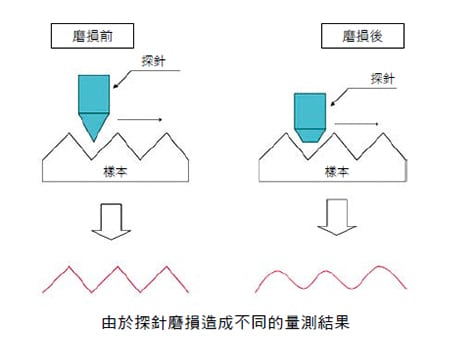
探針必須經過拋光,因為它會隨著時間而磨損。磨損的方式有所不同,根據材料和量測目標物件的形狀,探針會被磨平或磨圓。不同的探針形狀就會產生不同的波形輪廓。
檢測探針磨損的一種方法就是使用市售的磨損檢驗測試件。藉由比較磨損前後的測試件資料形狀(凹槽寬度等),可以檢測磨損情況。
量測壓力造成樣本的印記
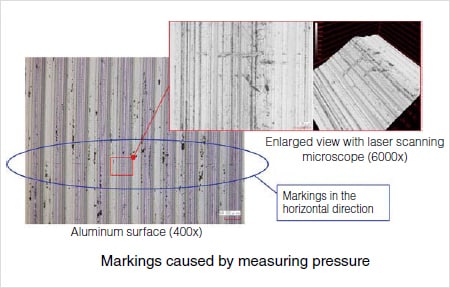
正如前文所述,探針由藍寶石或鑽石製成,但是使用硬質材料的部分會劃傷物件表面。尤其是重複進行平行調整時,探針很容易在快速進料的過程中劃傷樣本。
小於探針頂端半徑的凹槽無法量測
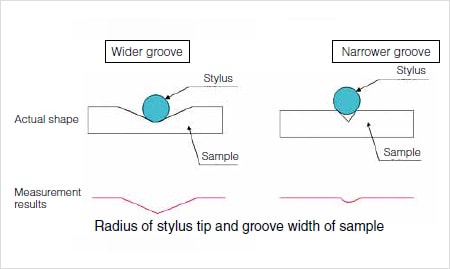
探針的頂端是球形的。如果凹槽寬度(刮傷等)小於探針頂端的半徑,探針頂端就無法正確追蹤形狀。
