複雜3D焊珠形狀的瞬時準確測量
焊接是一種連接方法,是將熱量或壓力等能量施加到兩個零件(母材)的連接處,或者施加到兩個零件或熔融材料,使結合在一起。此時在焊接部位(被焊部位)形成的焊珠,是極大影響接合強度和產品品質的重要部位。焊珠的形狀可以用來評定是否焊接妥當,有無缺陷或瑕疵。然而,為了準確評估焊珠,需要對其複雜的3D形狀進行定量測量,但這也存在了各種課題。
在這裡,我們將介紹從焊珠的基本知識到可以輕鬆、即時準確地測量焊珠3D形狀的最新技術的所有內容。
何謂焊珠
焊珠是指母材採用電弧焊、雷射焊等各種焊接方法連接時,在母材表面隆起呈半圓柱狀的部分。由於錫珠呈串狀,所以有時也稱為串型加工。
在管道等金屬管的製造中,在輥壓成型後透過高頻率焊接在母材接合的部分形成焊珠。在用其他各種方法焊接時,即使形狀幾乎沒有波紋,金屬和母材熔化的焊接部分也稱為焊珠。
關於最佳焊珠的尺寸和形狀
本節將說明典型的焊接方法——電弧焊中的焊珠形狀。
透過達到尺寸規定,焊珠就會具有適當的形狀。
焊珠的尺寸規定和形狀
焊珠尺寸是標準化的。只要達到這些條件,即可取得最佳的焊珠形狀。不僅要在開發設計階段考慮,在作業過程中是否達到要求也很重要。
規定了焊接剖面的尺寸,例如:「喉厚」,即焊接的最小厚度,「熔深」,即從熔化母材頂部到頂部的長度基材的表面。
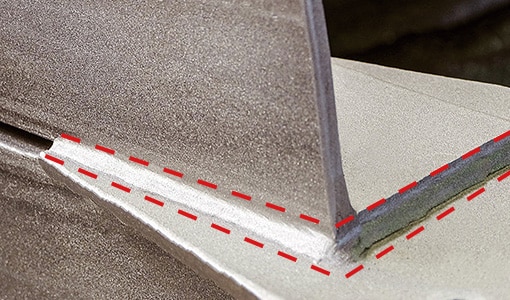
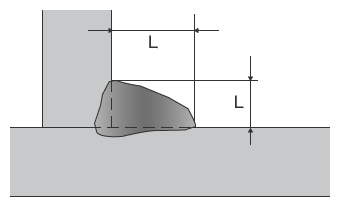
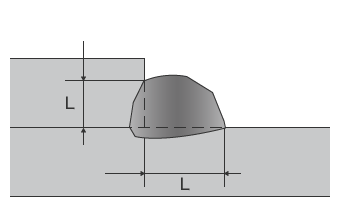
另外,作為外觀尺寸的規定項目,有從焊接根部即焊根到焊珠趾的最小長度,即「腳長」。例如,在角焊中,如下圖所示,最佳焊接寬度取決於焊角長度是否為較薄母材厚度的80%以上。例如,如果較薄的基材厚度為20mm,則需要16mm左右的腳長來確定焊接寬度。下圖顯示了腳長的範例。
焊珠尺寸和電流
在電弧焊中,焊接時的電流大小是影響焊珠尺寸的因素之一。電流越大,焊接越大;電流越小,焊接就越小。如果焊珠不符合規定的尺寸和形狀,則需要重新審視電流量和焊槍移動速度等各種焊接條件。
焊珠形狀缺陷、不良
除尺寸外,還有焊珠表面形狀(外觀)的缺陷和不良情形需要注意。接下來,我們將以圖解說明焊珠的典型缺陷和不良現象及其成因。
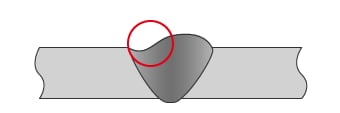
搭疊
- 【現象】
- 搭疊是溢出到母材表面的熔融金屬,其未熔化母材而冷卻凝固為焊接的狀態。
- 【發生原因】
- 如果焊接速度低,則會出現過多的焊接金屬。當發生在角焊接中時,還會導致多餘的熔融金屬在重力作用下垂下。
-

底部填充劑不足
- 【現象】
- 底部填充劑被定義為「由於坡口或角焊的底部填充劑超過所需尺寸的焊接金屬」。
- 【發生原因】
- 這是由於不適當的焊接條件(電流量和速度)引起的。
-
咬邊
- 【現象】
- 咬邊被定義為「在母材或現有焊接上的焊趾中的凹槽」。
- 【發生原因】
- 常見的原因包括過高的焊接電流和焊接速度。
-

弧坑
- 【現象】
- 弧坑也稱為「開口缺陷」,是當焊接金屬內部產生的氣孔排放到焊珠表面時形成孔洞的表面缺陷。焊珠內部的氣孔是稱為「氣孔」的內部缺陷。
- 【發生原因】
- 其中包括保護氣體不良、脫氧材料不足、母材坡口表面有油污、鏽跡、鍍層等表面附著物、材料中有水分等。
-
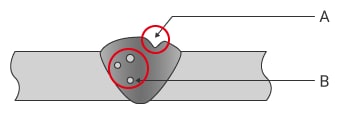
- A
- 弧坑
- B
- 氣孔
裂紋(焊珠或母材表面)
- 【類型與現象】
- 裂紋是焊後立即在高溫條件下,在焊接區產生的裂紋。大致分為「凝固裂紋」和「液化裂紋」,凝固裂紋是在凝固過程中發生的裂紋。液化裂紋是多層焊接時,由於後續焊接導致前一焊接層熔化而產生的裂紋。此外,依照發生部位和形狀分為「縱向裂紋」、「趾裂紋」、「橫向裂紋」、「焊盤坑裂」等。
-
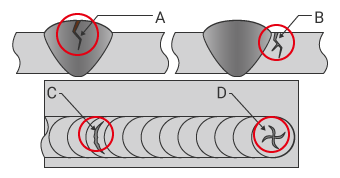
- A
- 縱向裂紋
- B
- 趾裂縫
- C
- 橫向裂紋
- D
- 焊盤坑裂
除了從形狀和外觀上可以看出的缺陷和不良之外,還有因缺乏熱量而導致熔深量與所需熔深相比不足的「熔深不足」,以及熔化的「熔合不良」金屬沒有部分熔入母材中,也存在影響結合強度的缺陷和不良。由於這些是內部缺陷,因此需要使用剖面樣品進行驗證。
焊珠形狀測量中的問題解決方法
檢查對於確保焊珠品質極為重要。目視比較優質樣品和量,是需要高度技能和時間,並且評估判斷可能因人而異。此外,在很多情況下,自動線上檢測裝置的系統和準確度不適用於研發階段的測試、焊接條件設定、抽樣檢驗以及小量、高產量的全數檢查等目的。
KEYENCE開發了一次性3D形狀測量儀「VR系列」,來解決焊接測量的這些問題。
能以非接觸方式,準確捕捉對象物的3D形狀。此外,可以在短短1秒內對台上的對象物進行3D掃描,以高準確度測量3D形狀。因此,可以在測量結果沒有偏差的情況下,瞬時進行定量測量。以下將介紹其具體上的優點。
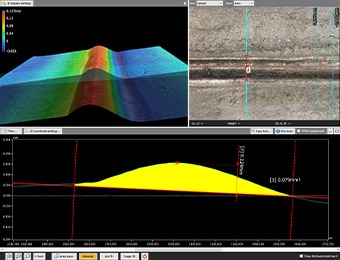
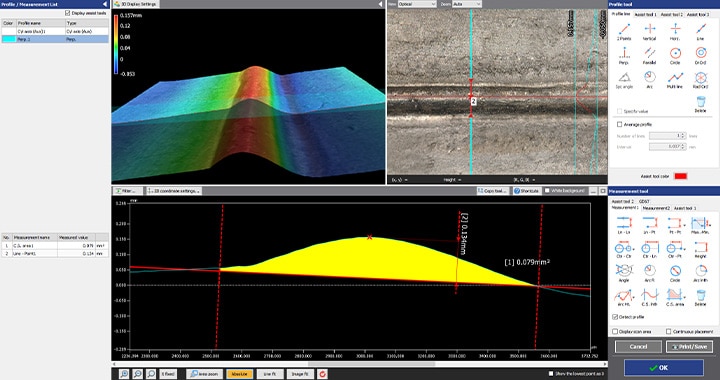
優點1:最快1秒。以「面」共同取得整個對象物的3D形狀。
「VR系列」可在短短1秒內,取得表面資料(一次拍攝 80萬點資料)。這使得即時準確地測量焊接的複雜3D形狀,以進行定量評估成為可能。
最大和最小凹凸度能透過彩色圖,以易於理解的方式表示,並且可以辨識缺陷區域。此外,可以透過指定任何零件(例如缺陷零件)來取得詳細的輪廓資料。
即使在測量之後,也可以從過去的3D掃描資料中取得另一個位置的輪廓資料,而無需再次設定目標。還可以並排比較多項對象的測量資料,並同時將所需條件套用於多項資料。這將大大減少工時並提升營運效率。

優點2:操作簡單,無論由任何人進行測量,測量值都不會出現差異。
只需將對象物放在載物台上,並按下按鈕即可測量3D形狀。由於可以依照對象物的特徵資料自動校正位置,不需要進行嚴格的調整出水平狀態和定位。此外,業界首創的「Smart Measurement功能」能夠判斷對象物的尺寸,自動設定測量範圍,並移動載物台,完全解決了設定測量長度和Z範圍的麻煩。

此外,透過使用豐富的輔助工具,您可以直覺地設定所需的測量內容。
除了簡單的設定外,即使是初學者也易於操作,因此即使是不熟悉測量的人也可以在短短1秒內進行準確的測量。因此,在產品測量和檢驗,以及研發和條件設定測試中,很容易增加N數。








總結:顯著改善和高效地測量難以準確測量的焊珠形狀
使用「VR系列」,高速3D掃描可以在不接觸的情況下,即時測量對象物的準確3D形狀。掌握焊珠的3D尺寸、理解複雜的凹凸形狀、判斷缺陷/缺陷等高難度測量項目,最快可在1秒內完成。您可以解決到目前為止測量中的所有問題。
- 能透過彩色圖可視化焊接的異常部分。
- 掃描後,可以測量任何位置的外形輪廓,並隨時比較多項資料。
- 操作簡單,無需定位,只需將對象物放在載物台上,按下按鈕即可。解決對個人測量工作的依賴。
- 由於可以簡單、高速、高準確度地測量3D形狀,因此可以在短時間內處理大量的N數。能有助於提升品質。
- 消除因人而異的測量值差異,實現定量測量。
此外,還可以輕鬆地與CAD資料進行比較和公差範圍內的分佈等資料分析,因此可用於研究開發、焊接條件設定、抽樣檢查、小量產品的全數檢查等多種用途,趨勢分析等各種目的。
