以非破壞方式準確量測產品厚度的方法

在產品檢測等場合,厚度的量測是一大難題。若是薄膜狀等單純且厚度均一的產品,量測起來較容易,但若是沖壓加工品或塑膠成型品等複雜形狀,要以非破壞方式且準確地量測厚度便十分困難。
關於厚度的量測,以往一般會使用卡規或遊標卡尺,但對於複雜形狀的物體,在某些情況下量具物理上無法觸及。此時,只能進行破壞性試驗,也就是將樣品切斷後再量測,但破壞性試驗也可能因樣品材質,而在切斷時產生變形,進而影響量測值。
能解決這些問題的,就是KEYENCE的3D掃描型三次元量測儀『VL 系列』。在此,我們將淺顯易懂地介紹難以量測厚度的形狀及材料、傳統量測方法的課題,以及透過KEYENCE『VL 系列』的解決方案等內容。
關於難以量測厚度的形狀與素材
產品及零件的素材有金屬、塑膠等,而適合的加工方法也因產品的形狀及用途而異。在此,首先介紹難以量測厚度的形狀與素材。
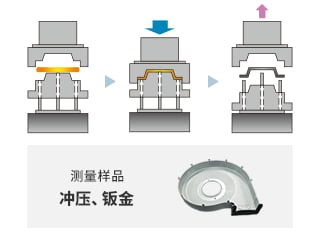
- 沖壓加工品
-
沖壓加工是利用塑性變形的一種塑性加工,是將金屬等材料壓入模具中,透過施加壓力使其變形的加工方式。加工種類有「剪(剪斷加工)」、「彎(彎曲加工)」、「抽(抽引加工)」,由於能以短時間、低成本進行加工,因此適合大量生產。此外,沖壓加工品也容易因加工中的應力或摩擦等因素產生厚度誤差,因此有時需要在加工後量測工件的厚度。
- 彎曲加工品
-
彎曲加工泛指將金屬或塑膠等素材進行彎曲的加工。彎曲的方法有力學上施力折彎的方式,以及加熱使其變形彎曲的方式。此外,使用模具將金屬等材料彎曲的加工,是沖壓加工的一種,也稱為「折彎加工」。由於是施加壓力使其變形,因此也會產生板厚的變化。
沖頭(上模) 沖模(下模)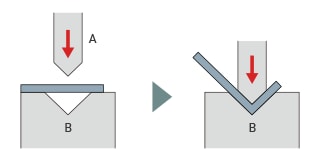
- A
- 加壓(沖壓)
- B
- V形槽
- 切削加工品
-
切削加工是使用銑床(銑削加工)或車床(車削加工)等設備,將金屬等材料削切成目標形狀的加工方式。在切削加工中,由於是將旋轉的刀具壓向工件,因此會產生因壓力或振動造成的變形,以及熱膨脹造成的變形等。這些因素都會使厚度產生變化,因此加工後的量測已成為不可或缺的一環。
銑削加工:刀具旋轉 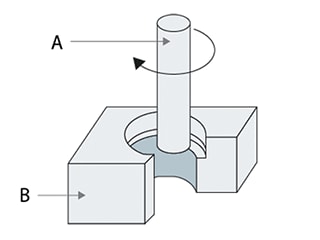
車削加工:工件旋轉 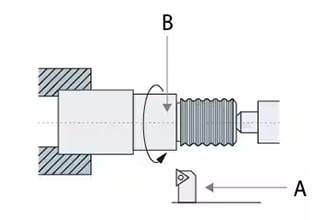
- A
- 刀具
- B
- 工件
- 壓鑄產品
-
壓鑄是鑄造技術的一種,是將熔融的非鐵金屬注入模具中成型的方法。壓鑄與其他鑄造方式不同,由於會施加壓力,因此尺寸精度高,且能製作出板金加工或沖壓加工難以實現的複雜3D形狀是其特徵。另一方面,壓鑄產品多為3D形狀或自由曲面,在許多情況下,厚度等的量測相當困難。
- 塑膠成型品
-
塑膠成型是將熔融的塑膠注入模具等之中,來製作零件、產品的成型方法。塑膠成型中最普遍的方法是『射出成型』,將加熱熔融的塑膠注入、充填至模具內,再經加壓、冷卻後成型。其特徵是能高速成型薄壁或複雜形狀的成型品,但由於遊標卡尺等工具無法伸入,且依素材不同,也可能因量測儀的接觸而產生變形,因此可說是難以量測厚度的產品。

- 寶特瓶容器等
-
在塑膠成型品中,寶特瓶等容器是內部遊標卡尺等工具無法觸及、難以量測厚度的代表性產品。寶特瓶容器等,一般是透過『預成型』與『吹塑成型』這兩道製程來成型。
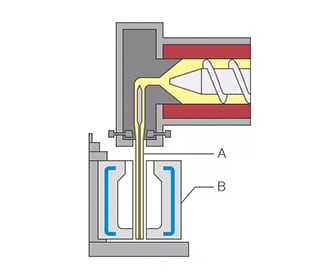
- A
- 模坯(熱模坯)
- B
- 模具

關於板厚、肉厚的量測方法及其各自的課題
在此介紹量測產品厚度(如一般板厚、肉厚)的方法,並一併解說各種量測方法所面臨的課題。
- 遊標卡尺或卡規等
-
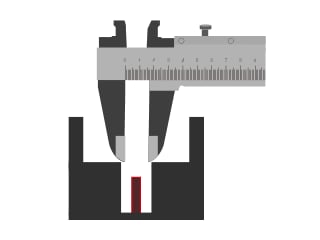
量測產品厚度的普遍方法是使用遊標卡尺或卡規。遊標卡尺是量測長度(外徑)或內徑的量測儀,透過量爪夾住量測對象來量測厚度。卡規是量測工件內徑、外徑或厚度的夾尺總稱,與遊標卡尺同樣,透過測頭夾住量測對象來量測厚度。
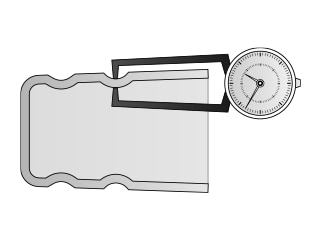
這兩種工具雖然都能輕鬆量測,但根據樣品形狀,有時量爪或測頭無法觸及量測位置。此外,由於是點量測,因此不適合用來掌握最大值、最小值等工件的整體厚度分佈。再者,因為是接觸式量測儀,也必須注意量測位置是否會產生變形。
- 紅外線式、放射線式測厚儀
-
作為非接觸的厚度量測方法,也會使用紅外線式或放射線式測厚儀。紅外線式測厚儀是利用紅外線能穿透特定物質的性質來量測厚度。放射線式測厚儀則是量測放射線被樣品吸收的量來計算厚度。這些方法的優點是能非接觸量測,但課題是需要大規模的量測設備。此外,與其他量測儀同樣,也不適合用來掌握工件的整體形狀。
- 破壞性檢測
-
在遊標卡尺或卡規無法觸及,又沒有超音波測厚儀、紅外線式、放射線式測厚儀或雷射位移計式測厚儀的情況下,以往只能進行物理性地切斷樣品來量測的『破壞性檢測』。雖然透過物理切斷並量測剖面能確實得知厚度,但若樣品為塑膠成型品等,會因切割而產生變形量,因此存在著難以取得準確數值的課題。
此外,由於會破壞樣品,不僅浪費且無法進行全檢。再者,量測時仍是使用遊標卡尺或卡規,因此同樣是點量測,不適合掌握工件的整體形狀。
傳統量測方法的課題總結
量測厚度的方法有很多種,但共通點是難以掌握整體樣貌。由於是點量測,因此難以掌握板厚、肉厚最大值與最小值等整體狀況,若想得知這些資訊,就必須增加量測點,非常耗費心力與時間。
以非破壞方式準確量測產品厚度的方法
能解決傳統量測方法難以掌握工件整體厚度的課題,並能以非破壞方式準確得知板厚、肉厚的推薦量測方法,就是KEYENCE的3D掃描型三次元量測儀『VL 系列』。
『VL 系列』能以完全非接觸的方式量測3D形狀,因此無須使樣品變形,即可量測板厚、肉厚。無須擔心因接觸或切斷造成的變形,不論形狀為何,皆能實現正反面的全面量測。此外,放置在平台上的對象物,單次掃描最快僅需8秒,還能排除因量測人員造成的差異或誤差,隨時都能獲得準確的量測值。在此,我們將介紹使用KEYENCE的3D掃描型三次元量測儀『VL 系列』來量測產品厚度的優點。
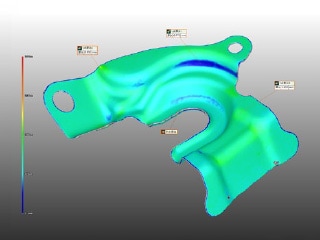
優點1:將與設計厚度的差異以色彩分佈圖可視化
KEYENCE的3D掃描型三次元量測儀『VL 系列』的特徵,是能輕易掌握傳統量測方法無法實現的整體形狀。透過360°掃描樣品,以非接觸方式捕捉整體形狀,便能輕易地檢查所需位置的板厚、肉厚。此外,還能設定目標減少值,將相對於設計厚度的板厚、肉厚增減狀況可視化,藉此管理潛在的不良位置,避免遺漏。
也支援色彩分佈圖顯示,能一目了然地掌握相對於設計厚度的板厚、肉厚目標減少值。透過以整個面而非單點來捕捉,能輕鬆、準確且迅速地評估板厚、肉厚。

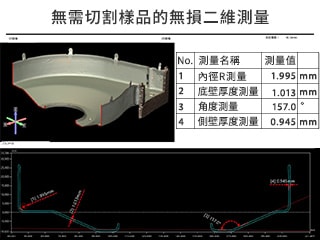
優點2:即使是複雜形狀也能以非破壞方式輕易量測厚度
使用傳統的量測方法,難以量測複雜形狀的板厚、肉厚,必須進行伴隨切斷的破壞性試驗。然而,若使用KEYENCE的3D掃描型三次元量測儀『VL 系列』,任何人都能輕易地以非破壞方式量測剖面形狀,並管理板厚、肉厚。
此外,『VL 系列』能自動辨識樣品尺寸,從小型到大型物件都能全自動掃描。因此,無論量測人員的經驗如何,任何人都能零差異地實現準確的厚度量測。再者,也無須固定治具或進行其他繁瑣設定,能大幅減輕量測的作業。
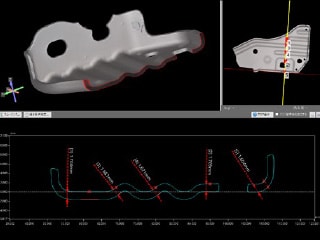
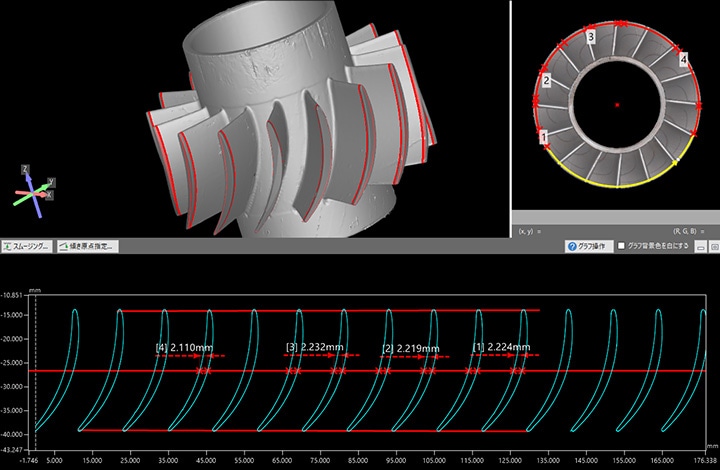
優點3:自由曲面的剖面厚度也能輕易量測
對於帶有曲面的自由曲面剖面,無法使用遊標卡尺量測。此外,在重疊或被周圍包圍的形狀中,測針無法觸及,即使是三次元量測儀也無法量測。對於這種傳統量測方法無法量測的形狀,若使用KEYENCE的3D掃描型三次元量測儀『VL 系列』,便能完整掃描,並在想量測的位置建立虛擬剖面,輕易地量測厚度。
此外,透過匯入3D CAD圖檔,能輕易地與量測數據進行比較,檢視與設定值的偏差。只要將與設定值的偏差以色彩分佈圖可視化,任何人都能判斷厚度的最小值、最大值及偏差等。
實現非破壞且準確的厚度量測
使用KEYENCE的3D掃描型三次元量測儀『VL 系列』,以往難以量測、或必須進行破壞性試驗才能量測的厚度,現在也能輕鬆、確實且迅速地完成。
- 即使是複雜形狀或自由曲面等以往難以量測的產品,也能建立虛擬剖面來量測厚度。
- 可比較與設定厚度的差異,並將差異以色彩分佈圖顯示,讓評估結果一目了然。
- 由於能以非接觸方式量測厚度,因此即使是塑膠或薄板產品,也無須擔心變形,可直接進行厚度量測。
- 由於是非接觸量測,因此不會有因量測人員造成的差異或誤差,能獲得穩定的結果。
- 能輕易地對多筆量測數據進行定量比較與分析,OK/NG的判斷也變得很簡單。
- 單次掃描最快僅需8秒,能在短時間內獲得準確的板厚、肉厚量測值。
以往因產品材質或形狀而難以進行的厚度量測,現在只要使用KEYENCE的3D掃描型三次元量測儀『VL 系列』,無論形狀或材質為何,都能以非破壞方式準確地量測板厚、肉厚。
