準確計算沖壓件回彈量的方法

沖壓加工的一大課題,即為預測『回彈』的難度。
回彈會大幅降低產品的精度,並需進行額外加工或廢品增加等問題,導致製造成本增加及生產效率下降。
在此,我們將連同回彈的相關技術資訊,一併詳細介紹透過「VL 系列」的解決方案。
我們將結合具體案例,解說有助於解決回彈問題的最新技術。
何謂回彈
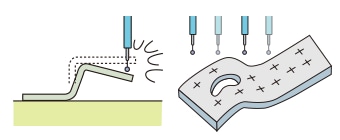
沖壓加工時,金屬材料受力會產生變形。
變形分為兩種:一種是撤除荷重後會恢復原狀的彈性變形,另一種則是無法恢復原狀的塑性變形。
當荷重被移除時,金屬試圖部分恢復其原始形狀的現象,即稱為「回彈」。
「回彈」是由材料特性(彈性模數、降伏應力、硬化指數等)、加工條件(彎曲角度、彎曲半徑、板厚等)諸多因素複雜地交互作用而產生。
加工後若發生超乎預期的回彈,零件將因變形而無法呈現設計時的形狀。


回彈對策的重要性
因此,在沖壓加工時,以「回彈必然會發生」為前提,預測其回彈量並將其回饋至模具設計中,這一點被視為極為關鍵。
具體來說,像是在開發階段進行成型模擬,並預先擬定對策。
如開頭所述,回彈會對尺寸精度造成極大影響,因此相關對策極其重要。
近年來,以汽車業界為主,高張力鋼板這類相較傳統鋼板更薄卻更堅固的材料,其應用越來越普及。
高張力鋼板是一種具高抗拉強度的鋼材,可實現輕量化與強度提升,但相對地,其回彈量也高於傳統材料。
傳統量測方法的課題
使用遊標卡尺或三次元量測儀時,由於是點量測,因此對於形狀複雜的沖壓件,難以量測到物理上難以接觸的位置。
此外,雖然接觸點的測量精度較高,但若需計算回彈量,即實際形狀與「理想形狀」之間的差異,以往的方法則顯得不夠合適。
透過3D掃描型三次元量測儀「VL 系列」的解決案例
與3D CAD圖檔的比較
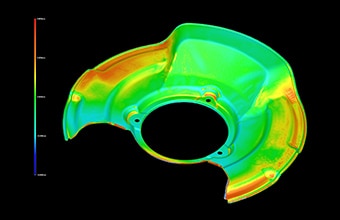
使用VL 系列,可將沖壓件與3D CAD模型進行比對,並透過色彩分佈圖的方式清楚呈現兩者之間的差異。
能即時找出因回彈導致實物與設計值不符的位置。
當然也支援數值化評估,可清楚掌握所需修正的範圍與幅度。
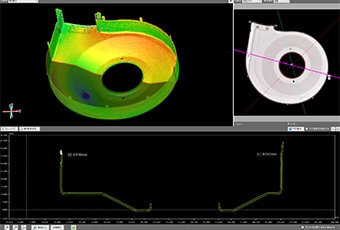
透過剖面分析,進行與3D CAD模型的詳細比對。
在完成與CAD圖檔的差異可視化後,亦可進一步進行深度分析。
可在3D數據上對沖壓件進行虛擬剖切,精確量測CAD設計與實物間的角度差異。
例如下圖所示,實物(藍色)比CAD設計值(黃色)多出0.2°的開角。
將此結果回饋至模具設計階段,可大幅縮短以往反覆試誤所需的開發工時,同時降低材料浪費,實現整體成本削減。

「VL 系列」可解決的其他沖壓成型難題

板厚減少的管理
對沖壓件而言,板厚是左右品質的重要關鍵。
因為板厚若過度減少,將導致強度及耐用性變差,成為破損的原因。
VL 系列能取得正面與背面的360°環繞數據,並將整體厚度分佈以色彩圖可視化。
即使因材料變化等因素導致板厚突然改變,也能立即察覺。
模具的磨耗管理

使用VL 系列,能對持續使用而磨耗的模具進行定量管理。
透過比較CAD圖檔或初期的模具數據與持續使用後的模具,能準確掌握模具的更換與維修時機。
可避免因過早更換造成浪費,或因模具磨損導致不良品、降低直通率等問題。
製作新模具時的逆向工程

- A
- 點群資料
- B
- 多邊形資料
- C
- STEP 資料
想要開發新模具,但模具老舊卻沒有圖面……。
這時,VL 系列便能派上用場。
將現有的實物數據化,並一鍵轉換為3D CAD圖檔。
能以此數據為基礎來設計新模具,因此可大幅縮短設計開發時間。
也能以想製作的樣品為基礎來設計模具,即使沒有CAD圖檔,也能迅速對應「我想做出這樣的東西!」這類需求。
總結

回彈量的計算:透過與CAD比較並查看剖面,可量測出角度差異。
板厚減少管理:透過360°完整環繞掃描,能以分佈圖呈現厚度分布,在問題發生前便能察覺。
模具的磨耗管理:可依模具的沖壓次數(模次)進行比較,掌握修正時機。
製作新模具:透過逆向工程,即使是沒有圖面的模具,也能復原為設計數據。
