如何快速準確測量縮痕

縮痕是成型品表面,因收縮而略微凹陷的現象。具有外觀表面的成型品,可能會有品質不良的情形。在某些情況下,成型品表面不會出現縮痕,而是在成型品內部產生氣泡(空洞)。這稱為空泡(void)。縮痕和空泡都已被熔融的塑膠樹脂,在冷卻固化過程中因異常收縮而產生的現象。
在這裡,我們將介紹抑制縮痕發生的模具設計訣竅,以及測量縮痕的問題和解決方案。
何謂縮痕?
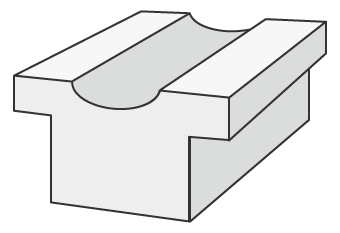
縮痕是成型品表面的凹陷。這是熔融樹脂在模具中冷卻並固化收縮時,模具內樹脂量不足所產生的缺陷。換句話說,如果表面的剛性比收縮力弱,則表面會出現凹陷並成為縮痕。發生縮痕的主要原因是高體積收縮率,特別是在較厚的部件中。因此,雖然視情況而定,但如果冷卻時內外的冷卻差異不大,則可以避免縮痕。一般來說,樹脂成型工程中的縮痕措施,如下所示。
- 降低樹脂溫度
- 降低模具溫度(視情況升高)
- 減少產品厚度差異(降低厚度)
- 增加射出壓力
- 提升注射保壓,延長保壓時間
此外,如果表面的剛性比收縮力強,產品的中心就會出現空泡。
透過模具設計防止縮痕
如果決定了材料和工程,成型過程中的縮痕措施可能會受到限制。在此,我們將介紹在模具設計階段的三種縮痕因應措施。
減少厚度差異
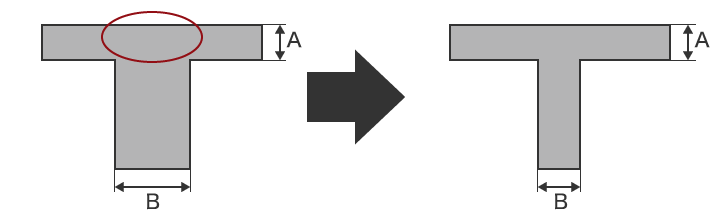
在樹脂成型厚度差異較大的區域,較厚的區域比較薄的區域冷卻得更慢。這類區域更容易出現縮痕(下圖:紅圈)。在這種情況下,可以透過改變樹脂成型品的厚度,來抑制縮痕的發生。例如,將圖中B的厚度改為與A相同的厚度(或70%以下),就可以避免縮痕的產生。
緩和厚度差異
下圖中,紅色圈出的區域更容易出現縮痕。雖然透過減小厚差可以抑制縮痕的發生,但為了維持強度,有時候也會出現無法降低厚度差異的情形。在這種情況下,就要緩和厚度差異。為成型品添加邊R,就能減緩厚度的變化。
如果因產品設計考量無法採取這些措施,可因應產品設計的措施,在熱量容易聚集的部分安裝冷卻管,模具使用鈹銅等導熱係數高的材料等,就變得很重要。

降低厚度或加上翼肋
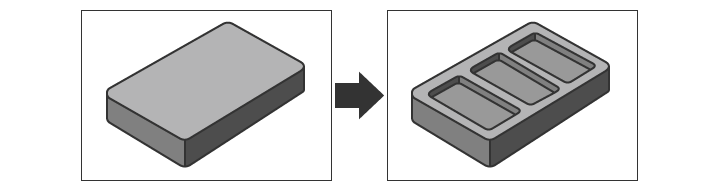
如果零件複雜且需要改變厚度,可以透過減輕厚度或加強翼肋,來抑制縮痕的出現。
例如,將零件的較厚部分挖空,以減少較厚的區域,溫度變化就會變小。如果您需要與厚的部分有相同的強度,可以透過在降低厚度的內部施加網狀翼肋紋路,藉以維持強度來避免縮痕產生。另外,為了抑制模具內的壓力急遽變化,採用階段性的厚度變化,和倒角也是一種有效的措施。
傳統縮痕的測量問題
樹脂成型件上的縮痕不僅是外觀缺陷,還可能是形狀缺陷。另外,成型時的壓力、注料量、溫度等缺陷的產生原因,可以透過檢查和測量縮痕的形狀來調查。
傳統上一般都是使用高度計和三次元測量儀,來測量縮痕。但是,這存在以下的測量問題。
高度計的測量問題
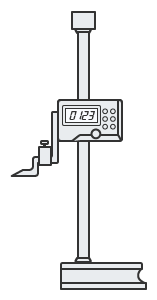
高度計搭配針盤量規一起使用,就能測量高度。由於測量僅限於點,整體形狀未知,因此無法俯視整體狀態並進而掌握。此外,如果是柔軟的零件,零件會因測量壓力而彎曲,所以無法進行準確測量。此外,由於人為誤差和測量裝置本身的誤差導致測量結果出現偏差,因此不可能進行穩定和高準確度的測量。
三次元測量儀的測量問題

如果縮痕面積為1mm2較小時,則難以透過探針鎖定該點,來製作虛擬面並對其進行精確測量。另外,在測量細小部位的3D形狀時,由於測量點較少,所以難以準確掌握形狀。此外,還需要耗費大量的時間和精力,像是彙總測量資料和核對圖面。
縮痕測量中的問題解決方法
傳統使用的一般測量儀器存在測量值可信度低的問題,因為是透過點或線,一邊接觸立體對象物或測量處,一邊進行測量的。為了解決這些測量問題,KEYENCE開發了一次性3D形狀測量儀「VR系列」。
能以非接觸方式,準確捕捉對象物的3D形狀。此外,可以在短短1秒內對台上的對象物進行3D掃描,以高準確度測量3D形狀。因此,可以在測量結果沒有偏差的情況下,瞬時進行定量測量。以下將介紹其具體上的優點。
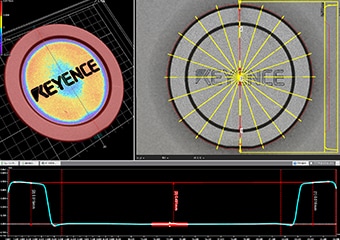
優點1:收集80萬點的點群資料
在「面」上廣範圍測量200mmx100mm的各種形狀,並收集了80萬點的點群資料。由於掌握了整體形狀並測量了高度,因此不僅不會忽略大的縮痕,更不會遺漏輕微的縮痕。此外,所有測量資料都被儲存,您可以將儲存的資料相互比較或與3D設計資料進行比較。
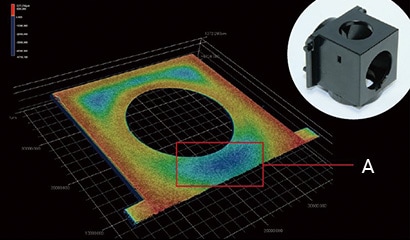
- A
- 藍色區域呈現凹陷
使用「VR系列」,與傳統的測量儀器不同,可以測量散佈在大範圍上的縮痕,這在過去需要花費大量時間和精力。此外,配備了一個測量工具,可以讓您輕鬆進行各種測量。即使是沒有經驗的用戶,也可以在不依賴個人技能的情況下輕鬆、即時地進行測量。

優點2:可輸出Excel資料/CAD輸出
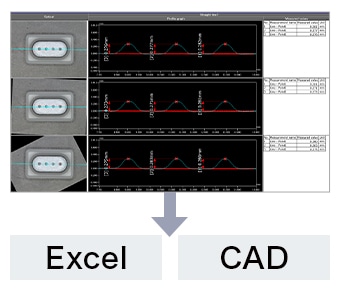
分析內容可以直接輸出到Excel。透過依照測量值排序,並透過樞軸分析表來進行匯總,可以順利地進行更詳細的考慮。除了STEP和ASCII之外,CAD資料也能以STL 格式輸出。可以廣泛使用於各種資料。
總結:顯著改善和提升難以測量的縮痕測量效率
使用「VR系列」,高速3D掃描可以在不接觸的情況下,即時測量對象物的準確3D形狀。縮痕高度和粗糙度等高難度測量,可在短短1秒內完成。您可以解決傳統測量儀的所有問題。
- 由於是以表面進行測量,因此可以輕鬆測量大面積的縮痕。您還可以測量最高點和最低點。
- 消除因人而異的測量值差異,實現定量測量。
- 操作簡單,無需定位,只需將對象物放在載物台上,按下按鈕即可。解決對個人測量工作的依賴。
- 由於可以輕鬆、高速、高準確度地測量3D形狀,因此可以在短時間內測量許多對象物,能有助於提升品質。
此外,與過去的3D形狀資料和CAD資料進行比較,可以很容易地分析公差範圍內的分佈,因此可以用於產品開發和製造趨勢分析、抽樣檢查等各種目的。
