如何快速準確測量螺栓和螺絲的頸下

螺栓和螺絲的種類很多,通常會依長度、粗細、形狀加以分類,並依照不同用途來挑選使用。此外,雖然這些都是有標準化的規格,但也有些是為特定目所專門設計的。所有螺栓和螺絲的共同點是,必須在標準或設計規定的公差範圍內進行高準確度加工。
在這裡,我們將對準確度要求最高的頸下部分的基本知識、作用、測量問題和解決方案進行說明。
何謂頸下
表面積是立體表面的面積,也是可見部分的面積。表面積是和粗糙度等指標並列的功能性評估重要指標之一,像是質地、附著力、滑度、散熱性等。例如,透過測量金屬斷裂面、摩擦面以及PGA和雷射標記刻印的表面積,即可取得各種資訊。
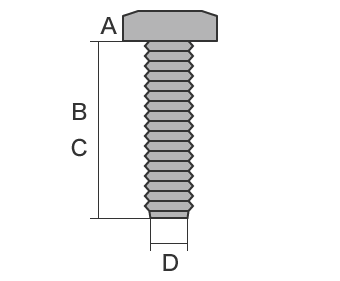
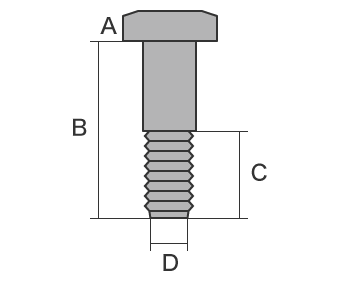
- A
- 頭部
- B
- 頸下
- C
- 螺絲長度(頸下長度)
- D
- 螺絲徑長
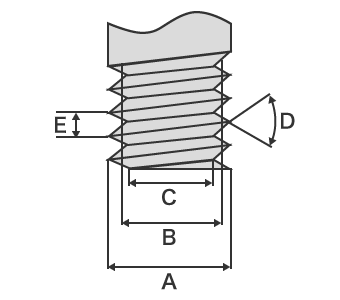
- A
- 外徑
- B
- 有效徑
- C
- 螺谷徑
- D
- 螺紋角度
- E
- 間距
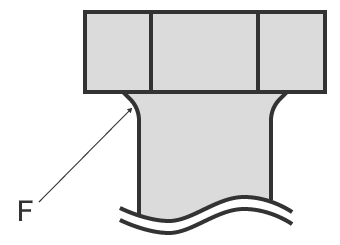
- F
- 頸下R
螺紋結構
螺紋為螺旋狀,整個螺旋就是將直角三角形纏繞於圓柱體上的線。這種線被稱為「纏繞捲線」,螺峰和螺谷具有各種結構,以實現摩擦力、強度和準確度等功能。
另外,螺絲旋轉一圈時,螺絲朝軸向所行進的距離稱為「導程」。螺絲針對導程旋轉一圈的長度所形成的角度稱為「導程角」。
- A
- 纏繞捲線
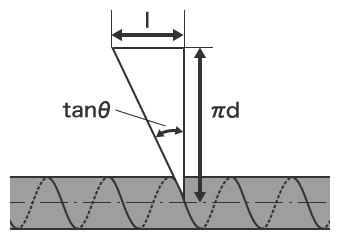
- tan θ
- 導程角
- l
- 導程(mm)
- π d
- 螺絲旋轉一圈的長度(mm)
全螺牙和半螺牙的區別
螺栓和螺絲的螺紋最重要的作用是緊固力(擰緊螺絲的固定力)和將零件黏合在一起的力。螺紋有兩種類型:「全螺牙」和「半螺牙」,「全螺牙」從頸下都有螺紋,而「半螺牙」只有一半螺紋。
全螺牙具有很強的緊固力,因此表現出很強的固定力。但是,如果兩片板子之間有縫隙,就無法去除縫隙並將黏在一起。另一方面,半螺牙只能對一個板子施加緊固力,因此通常會用於無間隙地連接重疊的零件。
範例:固定兩塊板子時
關於擰緊全螺牙時,即使進一步擰緊至其頭部,也會留有間隙。
至於半螺牙的話,螺絲的力量僅會作用於板子的一側並被拉動,所以不會留下間隙。
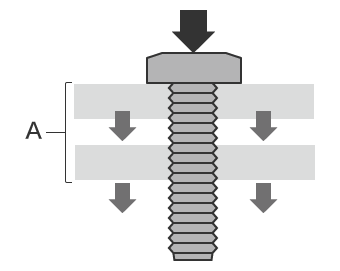
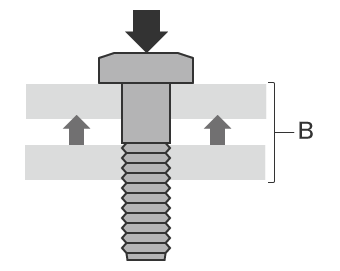
- 緊固力
- 施加在板子上的力
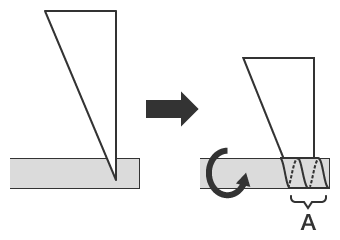
頸下R的作用
由於頭部和頸下的剖面發生急遽變化,可能會發生應力集中,疲勞斷裂可能會導致稱為「斷頭」的現象。為避免這種情況,所施加的處理就是「頸下R」。透過將此部分變成角R,並消除表面的凹凸性,以期提升疲勞強度。頸下R對於螺栓和螺絲的強度有很大的影響。近年來,也有研究結果指出結合R和錐形,也能有效作為應力集中的措施。
頸下R必須使用稱為「頸下轉壓」的方法進行高準確度加工,適用於航空引擎等對強度要求特別高的螺栓。
傳統頸下R測量的問題
螺絲的品質隨著製造技術的發展而提升,但很難完全杜絕缺陷的發生。如果出現毛刺、裂紋、缺口(破裂)、變形、尺寸差異、頸下R成型不良等情況,不僅不能發揮緊固零件的功能,還會導致使用螺絲或螺栓的產品損壞等問題。在這裡,我們將介紹螺絲和螺栓製造過程中常見的缺陷及其原因。
使用 投影機進行頸下R測量的問題

光學測量儀器的一種,測量原理與光學顯微鏡相似。透過將對象物放在載物台上並從下方照射光線,對象物的輪廓會被投射到布幕上。一些大型布幕的直徑超過1m。在對螺絲進行頸下R測量時,螺絲必須精確對齊。
- 由於形狀是3D的,因此很難將焦距集中在頸下的整個區域。另外,頸下R在2次元投影圖中,是很難定義其距離,測量值會因每個人而異。此外,無法取得和尺寸或圖面上不同的數值,必須將輪廓形狀轉印到描圖紙上,所以難以保存和比較資料。
- 由於 投影機只能從垂直於剖面的方向,進行觀察才能得到剖面形狀,所以對象物的放置方式必須能看到頸下R的部分,並且在測量前必須準確調整出水平狀態。這時候就出現了對象物放置方式不固定的問題。
這樣一來,就不僅不是現場的每個人都能準確測量,還會有無法進行測量的地方,而隨著對象物的不同,也可能需要加以切割等,這將是一個很大的問題。
使用輪廓測定機進行頸下R測量的問題
輪廓測定機是使用稱為尖筆的觸針,透過描摹出對象物表面,藉以測量並記錄輪廓形狀的裝置。近年來,也有的類型是使用雷射代替觸針,透過非接觸式描摹輪廓來測量複雜形狀。此外, 某些型號能夠測量上下兩面。
在使用輪廓測定機測量螺栓和螺絲時,需要調整出水平狀態。
該測量方法存在以下問題。
- 將對象物固定到夾具上,並調整出水平狀態需要時間。此外,具備輪廓測定機相關的知識和技能,對於準確地調整出水平狀態極為重要。
- 輪廓測定機的觸針將繞著觸針針臂上的支點做圓弧上下運動,觸針尖端也會沿著X方向移動,造成X軸資料產生誤差。
- 準確地依照預期穿針非常困難,即使是最輕微的針錯位也會導致測量值發生偏差。
如何解決螺栓和螺絲測量中的問題
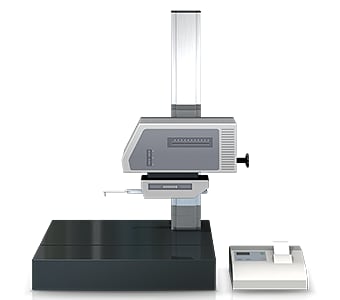
傳統所使用的一般測量儀器,存在著需要耗費時間固定目標物的問題,以及必須在點狀或現狀接觸立體目標物、測量位置,才能進行測量的課題。為了解決這些測量問題,KEYENCE開發了一次性3D形狀測量儀「VR系列」。
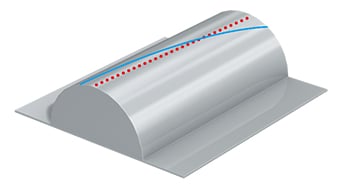
能以非接觸方式,準確捕捉對象物的3D形狀。此外,可以在短短1秒內對台上的對象物進行3D掃描,以高準確度測量3D形狀。因此,可以在測量結果沒有偏差的情況下,瞬時進行定量測量。以下將介紹其具體上的優點。
優點1:取得整個「面」的形狀。所以任何人都可以進行測量
測量演算法和硬體已經完全改善,以實現最快1秒的測量速度。瞬間掃描完畢整個面的資訊。可以自由測量螺絲頸下R和螺距等目標處。不同人進行測量,測量數值也不會出現差異。
「VR系列」以最快1秒的壓倒性速度,實現了N的大幅增加並縮短作業時間。這將提昇測量品質,將檢驗人員的人手調動成生產人員,進而促進增加產量。無論是評估試做品還是出貨前的產品檢查,速度將能改善任何測量任務。

優點2:測量值不會產生差異
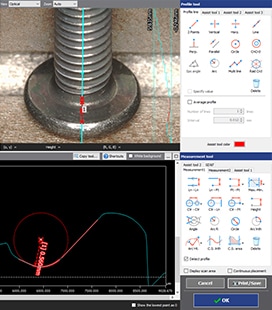
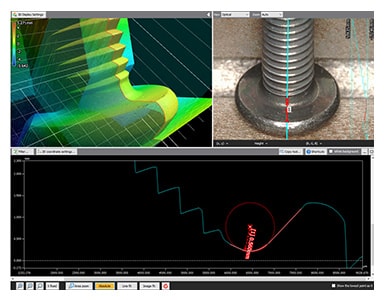
使用電腦螢幕上的工具,您可以在任何位置繪製出輪廓線,是完全垂直於掃描的3D形狀資料,因此測量結果不會出現偏差。例如,只要使用工具圓柱軸工具,就能一致地決定出螺栓和螺絲的測量線。
一旦工件被掃描,就能測量出和過去測量時不一致處的外形輪廓(剖面形狀)。無需再次準備相同的固體,並再次測量。此外,可以使用過去的資料,輕鬆實現檢查批量、加工條件、材料等條件不同但同一形狀的工件之間之差異。
優點3:確定對象物大小,自動設定測量範圍
「VR系列」配備智慧型測量功能,可自動辨識對象物的範圍和高度,並自動設定最佳測量範圍。由於不需要設定一般測量儀器的測量長度或Z範圍等,因此不會出現部分測量失敗等疏失。
此外,3次元位置可自動高準確度調整。您可以透過添加傾斜度、基準面和高度偏差等各種因素輕鬆進行微調。

總結:顯著改善和提升難以測量的螺栓和螺絲各部位形狀之測量效率
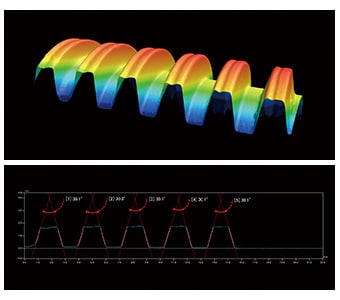
使用「VR系列」,高速3D掃描可以在不接觸的情況下,即時測量對象物的準確3D形狀。外徑、有效徑、螺谷徑、螺紋角、螺距和頸下R等高難度測量,最快1秒即可完成。您可以解決傳統測量儀的所有問題。
- 由於是非接觸式的,因此可以測量觸針無法到達的區域的剖面。無輪是頸下R和螺距,都能輕鬆準確地測量。
- 消除因人而異的測量值差異,實現定量測量。
- 操作簡單,無需定位,只需將對象物放在載物台上,按下按鈕即可。消除對個人測量工作的依賴。
- 由於可以輕鬆、高速、高準確度地測量3D形狀,因此可以在短時間內測量許多對象物,能有助於提升品質。
此外,與過去的3D形狀資料和CAD資料進行比較,可以很容易地分析公差範圍內的分佈,因此可以用於產品開發和製造趨勢分析、抽樣檢查等各種目的。
