如何快速準確測量紋理壓花
所謂的紋理壓花,就是賦予金屬、塑膠、玻璃、石材等表面的天然樹木或皮革紋路。紋理壓花不僅可用於增加高級感和附加價值,有時還會被用於增加耐用性和安全性,並被廣泛用於各種產品,像是個人電腦和印表機等辦公自動化設備到汽車內飾板、行動電話和家用遊戲機等。
在這裡,我們將對製作紋理壓花模具的原理和要點、測量中的問題以及解決方法等基礎知識進行說明。
何謂紋理壓花

說起「紋理壓花」,想必大家在對皮革表面的描述中也經常會看到的身影。紋理壓花加工,能夠在產品表面賦予天然的樹木和皮革紋路以及霧面紋路,延長產品的使用壽命,打造美觀奢華的外觀。
紋理壓花的工程被稱為「紋理壓花加工」,又名為緞紋處理或蝕刻。加工方法包括將加工成凹凸的模具(空腔或砂心)轉移到對象物上的方法,化學蝕刻以使用化學品溶解金屬,以及噴砂。
紋理壓花模具的製作原理
透過將在紋理壓花模具上繪製的紋路,轉移到目標對象來再現紋理。出於這個原因,紋理壓花模具需要複雜的處理,來再現更逼真的3D紋理。該加工過程將重複進行轉移和腐蝕。無論希望重現的紋路為何,處理原理都是相同的。該工程將透過以下剖面圖,來加以說明。
-
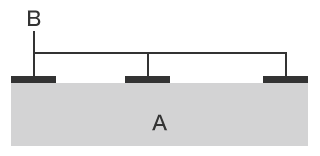
第一次轉印
-
第一次腐蝕
- A
- 模具
- B
- 耐酸油墨
- C
- 未塗耐酸油墨部分的金屬,受到腐蝕並被去除。
-
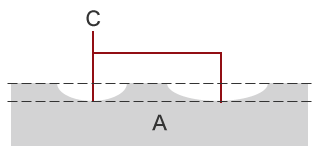
第二次轉印
-
第二次腐蝕
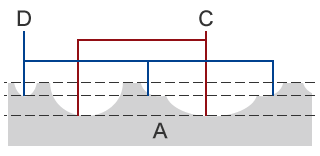
- A
- 模具
- B
- 耐酸油墨
- C
- 第一次被移除的部分變得更深。
- D
- 因第二次腐蝕而被新去除的部分。
-
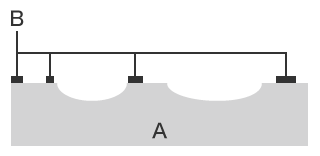
第三次轉印
-
第三次腐蝕

- A
- 模具
- B
- 耐酸油墨
- C
- 第三次侵蝕中被新移除的部分。
透過這樣反覆進行轉印和腐蝕,製作出具有立體感和表現力的紋理壓花模具。簡單的壓花紋路可以重複一次,複雜的紋路可以重複10次以上。
大約80%的紋理壓花過程,是手動完成的。特別是轉印工程,需要堪稱匠人手藝技巧和細心的工作,是需要耗費大量工時的工程。
紋理壓花加工的要點
紋理壓花加工通常是在機械加工、和拋光作業完成後進行。為此,如果出現無法糾正或改正的缺陷,將對生產計劃造成很大的損害。由此可知,紋理壓花加工是風險很大的最後一道工程。
因此,為了降低一般紋理壓花加工缺陷的風險,應注意以下幾點。
使用砂紙或磨粒打磨模具表面
乾淨地去除模具表面的微裂紋、和加工造成的表面變質層。
防止因模具材料引起的缺陷
對於模具,我們選擇含有空隙(氣泡)、雜質和碳化物污染等材料缺陷的可能性較低的鋼材。
鋼材的熱處理、切削方向、軋製方向應盡可能一致。
要是參差不齊的話,就無法做出均勻的紋理壓花。此外,同樣重要的是避免對焊接修復區域進行紋理壓花處理。
注意斜度和壁厚
對於模具側面的處理,需將製圖設定得盡可能大。此外,在模具側面加工時,為了有意增加收縮量,增加成型品的厚度,採用有利於模具表面溫度控制的冷卻結構或筒式加熱器結構。
此外,可以透過改變工程以便在紋理壓花加工之後,進行機械加工來提升品質。此外,紋理壓花的外觀會依照成型材料的類型、著色和玻璃纖維成分在視覺上發生變化。在這種情況下,最好參考過去的資料並選擇紋理壓花的類型和深度。
傳統紋理壓花測量中的問題
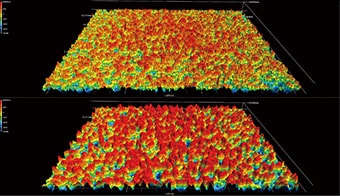
紋理壓花的深度、高度和形狀對其品質影響很大。紋理壓花缺陷不僅會影響美觀和質地,還會影響防滑紋理的安全性和抓地力,以及旨在使表面缺陷不顯眼的紋理的生產率。為此,有必要進行測量和檢查,以確認整個表面是否依照設計壓花。
過去,我們使用顯微鏡和粗糙度儀來測量和定量紋理壓花。但是,這存在以下的測量問題。
粗糙度儀和位移計的紋理壓花測量問題
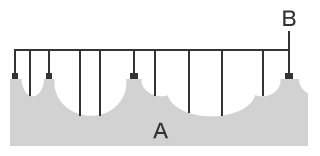
粗糙度儀只能在高度方向上,透過點或線測量表面粗糙度,因此需要增加測量點才能準確掌握形狀。由於測量是透過移動探頭或探針進行的,因此要測量的點越多,測量時間就越長。此外,設定對象物後需要進行設定校正,並且測量點因操作者而異,導致測量值缺乏可靠性。

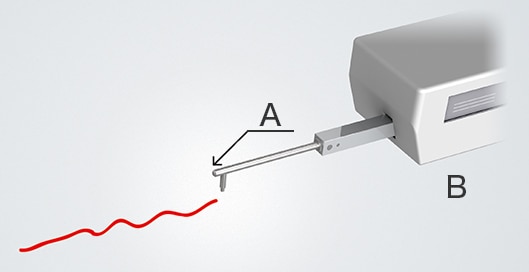
- A
- 觸針
- B
- 探測器
顯微鏡的紋理壓花測量問題

與粗糙度儀不同,顯微鏡可以捕捉「表面」上的資訊。凹槽的寬度可以透過移動載物台來測量,深度可以透過移動焦點來測量。
然而,由於測量是透過人眼進行的,因此存在測量結果可能會出現個人差異、測量結果無法定量的擔憂,因為本來就不是測量儀器,且測量結果無法被定量化,定量化後的測量結果的可信度也可能會受到影響。
紋理壓花測量中的問題解決方法
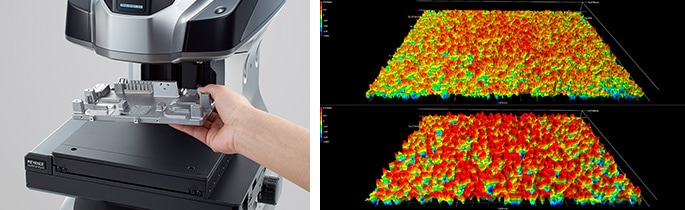
傳統使用的一般測量儀器存在測量值可信度低的問題,因為是透過點或線,一邊接觸立體對象物或測量處,一邊進行測量的。為了解決這些測量問題,KEYENCE開發了一次性3D形狀測量儀「VR系列」。
能以非接觸方式,準確捕捉對象物的3D形狀。此外,可以在短短1秒內對台上的對象物進行3D掃描,以高準確度測量3D形狀。因此,可以在測量結果沒有偏差的情況下,瞬時進行定量測量。以下將介紹其具體上的優點。
優點1:能夠測量最大200mmx100mm的廣泛面積
測量所需要進行的作業,就只是將對象物放在載物台上,並按下按鈕。無需嚴格的定位等前期準備,即使不具備測量儀相關知識或經驗,也可立即進行高準確度的測量。
與傳統的測量儀器不同,可以測量散佈在廣闊面積的紋理的高度參數,這在過去需要花費大量的時間和精力。此外,配備了一個測量工具,可以讓您輕鬆進行各種測量。即使是沒有經驗的用戶,也可以在不依賴個人技能的情況下輕鬆、即時地進行測量。

優點2:具有可追溯性的測量系統
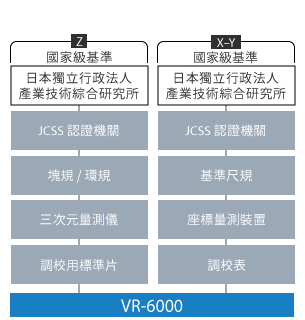
「VR系列」是一款非接觸式三次元測量儀,可確保溯源至國家標準。準確度和重複性是測量準確度的兩大性能保證,因此可以取得可靠可靠的測量結果。此外,證明書作為標配會附在主機和校準板上。
這樣,「VR系列」可以用作測量儀器,因為是一個基於可追溯性的測量系統。
此外,標配帶有檢驗報告和校正證明書的校準板。該量規和JCSS認證營運商的參考規有關。任何人都可以在現場準確校正。
總結:顯著改善和提升難以測量的紋理形狀測量效率
使用「VR系列」,高速3D掃描可以在不接觸的情況下,即時測量對象物的準確3D形狀。紋理高度和粗糙度等高難度測量,可在短短1秒內完成。您可以解決傳統測量儀的所有問題。
- 由於是在表面上測量的,因此可以輕鬆測量大面積的紋理。還可以測量各種粗糙度參數。
- 消除因人而異的測量值差異,實現定量測量。
- 操作簡單,無需定位,只需將對象物放在載物台上,按下按鈕即可。解決對個人測量工作的依賴。
- 由於可以輕鬆、高速、高準確度地測量3D形狀,因此可以在短時間內測量許多對象物,能有助於提升品質。
此外,與過去的3D形狀資料和CAD資料進行比較,可以很容易地分析公差範圍內的分佈,因此可以用於產品開發和製造趨勢分析、抽樣檢查等各種目的。
