化學/材料/素材產業
使用數位顯微鏡觀察、量測陽極氧化處理
鋁接觸空氣會在表面自然形成薄薄的氧化膜(2 nm左右)。因此,按常理說不容易生鏽,但由於形成的膜太薄,在某些環境下還是會發生化學反應而鏽蝕。陽極氧化處理是指人為在鋁表面形成氧化膜的表面處理。在此介紹陽極氧化處理的概要和數位顯微鏡的觀察、量測案例。
何謂陽極氧化處理
陽極氧化處理是指,對鋁表面進行陽極氧化從而形成氧化膜的表面處理。
表面處理的方法包含電鍍,電鍍是僅在鋁表面鍍上一層其他的金屬膜,而陽極氧化處理則是在鋁表面延展成膜的同時,下表面形成了滲透膜。

- A:鍍層
- B:延展膜
- C:滲透膜
- D:鋁材
陽極氧化鋁膜的一部分在上表面形成了延展膜,另一部分在下表面形成了滲透膜。
陽極氧化鋁層的形成過程和結構
電流流過鋁材使材料表面的細小凹凸部位溶解(滲透),同時表面的氧化膜延展開來。隨著時間的推移,表面的立體網格結構也在逐漸延展。

- A:空氣中
- B:電解溶液中
- C:原本的鋁表面
- D:屏障層
- 空氣中自然形成了2 nm左右的氧化膜。
- 屏障層延展開來。
- 形成了10至20 nm厚的孔。
- 氧化和表層溶解同時進行,孔變得更大了。
- 隨著電解時間變長,形成了氧化膜。
彩色陽極氧化鋁層和硬質陽極氧化鋁層
彩色陽極氧化鋁層是指在普通陽極氧化鋁層表面形成的細小孔洞中填入有機塗料進行著色的膜。彩色陽極氧化鋁層雖然不易脫落,但難以抵禦紫外線和熱量的侵蝕,因此不能用於建材。
硬質陽極氧化鋁層是指比普通陽極氧化鋁層更硬更厚的氧化膜。具備硬度高、耐磨損、耐腐蝕、絕緣、耐熱的優點,因此可用於滑動零件(滾桿、軋輥)、汽車引擎零件、飛機零件等。
| 比較項目 | 普通陽極氧化鋁層 | 硬質陽極氧化鋁層 |
|---|---|---|
| 顏色 | 白色、彩色(著色) | 灰色(原則上說不可著色) |
| 硬度 | 200HV左右 | 400HV以上 |
| 膜厚 | 5至25 μm | 20至70 μm |
| 用途 | 建材、家庭用品、裝飾品 | 滑動零件(滾桿、軋輥)、汽車引擎零件、飛機零件 |
陽極氧化處理的優缺點
對陽極氧化處理的優缺點進行解說。
- 陽極氧化處理的優點
-
- 耐腐蝕性:提升耐腐蝕性。
- 絕緣性:氧化膜不導電,具有良好的絕緣性。
- 熱傳導率:熱傳導率為3分之1。
- 硬度:鋁的硬度為HV20到HV150,氧化鋁硬度可達到HV200以上。
- 著色性:可用各種顏色對表面的微小孔洞進行著色。
- 陽極氧化處理的缺點
-
- 耐熱:在超過100℃的環境中,會產生裂紋或膜層脫落。
- 脆性:由於不具備柔韌性,因此彎曲加工時會產生裂紋或膜層脫落。
使用數位顯微鏡觀察、量測陽極氧化處理的案例
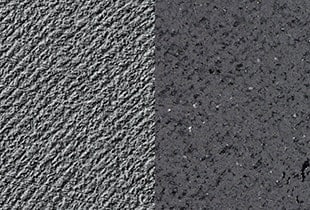
以下介紹使用KEYENCE的4K數位顯微鏡「VHX系列」觀察、量測陽極氧化處理的最新案例。



使用Optical Shadow Effect Mode,可清晰確認到表面的材料質感。

以往使用的是SEM,準備樣品很花時間。


使用消除光暈的功能,
可實現無光暈的觀察。

使用3D功能,可確認傷痕的形成方式,從而明確產生問題的原因。

